![]() DS3 സോൾഡറിംഗ് കൺട്രോളർ
DS3 സോൾഡറിംഗ് കൺട്രോളർ
ഇൻസ്ട്രക്ഷൻ മാനുവൽ
DS3 സോൾഡറിംഗ് കൺട്രോളർ

വാങ്ങിയതിന് നന്ദി.asing the OMEGA.
ഈ മെഷീന്റെ ശരിയായ ഉപയോഗത്തിന് ഈ നിർദ്ദേശങ്ങൾ നന്നായി വായിക്കുക. നിങ്ങൾ മെഷീൻ ഉപയോഗിക്കുന്നതിന് മുമ്പ് "സുരക്ഷാ കുറിപ്പുകൾ" വായിക്കുന്നത് ഉറപ്പാക്കുക. ഈ വിവരങ്ങൾ ഉപയോഗിക്കുമ്പോൾ ഉണ്ടാകാവുന്ന അപകടങ്ങളിൽ നിന്ന് നിങ്ങളെ സംരക്ഷിക്കുന്നു.
സുരക്ഷാ കുറിപ്പുകൾ
- ഈ മെഷീൻ സുരക്ഷിതമായി ഉപയോഗിക്കുന്നതിനുള്ള പ്രധാന വിവരങ്ങൾ ഈ മാനുവലിൽ ഉൾപ്പെടുന്നു. പരിക്കുകളോ വസ്തുവകകൾക്ക് കേടുപാടുകളോ തടയുന്നതിനുള്ള ഉപയോഗപ്രദമായ വിവരങ്ങളും ഇതിൽ ഉൾപ്പെടുന്നു. OMEGA ബന്ധിപ്പിക്കുന്നതിനോ പ്രവർത്തിപ്പിക്കുന്നതിനോ മുമ്പ് ദയവായി ഈ മാനുവൽ ശ്രദ്ധാപൂർവ്വം വായിക്കുക.
- ഈ മാനുവൽ എല്ലായ്പ്പോഴും മെഷീന് സമീപം സൂക്ഷിക്കുക.
നിർദ്ദിഷ്ട വോള്യം മാത്രം വിതരണം ചെയ്യുകtage - നിർദ്ദിഷ്ട വോള്യത്തേക്കാൾ വലിയ പവർ സപ്ലൈയിലേക്ക് ബന്ധിപ്പിക്കരുത്tagഇ. എങ്കിൽ വോള്യംtagഇ കവിഞ്ഞിരിക്കുന്നു, വൈദ്യുതാഘാതം കൂടാതെ / അല്ലെങ്കിൽ യൂണിറ്റിന് കേടുപാടുകൾ സംഭവിക്കാം.
- ഇലക്ട്രിക്കൽ ഔട്ട്ലെറ്റ് ശരിയായി നിലത്തുണ്ടെന്ന് ഉറപ്പാക്കുക. ഔട്ട്ലെറ്റ് ശരിയായി നിലത്തില്ലെങ്കിൽ, വൈദ്യുതാഘാതം കൂടാതെ / അല്ലെങ്കിൽ യൂണിറ്റിന് കേടുപാടുകൾ സംഭവിക്കാം.
പ്രവർത്തന അന്തരീക്ഷ താപനിലയും ആപേക്ഷിക ആർദ്രതയും - ഈ യന്ത്രം 10-40 ഡിഗ്രി സെൽഷ്യസ്, 10%-85% എന്നിവയ്ക്കിടയിലുള്ള ഉപയോഗത്തിനായി രൂപകൽപ്പന ചെയ്തിരിക്കുന്നു.
- ഈ വ്യവസ്ഥകൾക്കപ്പുറം ഈ യന്ത്രം ഉപയോഗിക്കരുത്.
ഹീറ്റർ കൺട്രോളറിന്റെ താപനില ക്രമീകരിക്കുന്നു - ഹീറ്റർ കൺട്രോളറിന്റെ താപനില 500 ഡിഗ്രി സെൽഷ്യസിനു മുകളിൽ സജ്ജീകരിക്കരുത്. ഇത് ഒരു തകരാറിന് കാരണമായേക്കാം.
ശ്രദ്ധയോടെ കൈകാര്യം ചെയ്യുക - സോൾഡറിംഗിനായി സോൾഡർ ഫീഡറും ചൂടുള്ള ഇരുമ്പും ഉപയോഗിക്കുന്നതിനാണ് ഈ യന്ത്രം രൂപകൽപ്പന ചെയ്തിരിക്കുന്നത്. ചൂടാക്കിയ സോളിഡിംഗ് ഇരുമ്പിൽ സ്പർശിക്കുന്നത് ഗുരുതരമായ പൊള്ളലിന് കാരണമാകും. ഇരുമ്പ് കാട്രിഡ്ജ് മാറ്റിസ്ഥാപിക്കുന്നതിന് നിങ്ങൾ തൊടുന്നതിന് മുമ്പ് ഇരുമ്പ് തണുത്തുവെന്ന് ഉറപ്പാക്കുക.
- ദയവായി ഈ യന്ത്രം ശ്രദ്ധയോടെ കൈകാര്യം ചെയ്യുക. മെഷീൻ വീഴുകയോ വലിയ ആഘാതം / വൈബ്രേഷൻ നിലനിർത്തുകയോ ചെയ്താൽ, അത് തകരാറിന് കാരണമായേക്കാം. നിങ്ങൾ വളരെക്കാലം മെഷീൻ ഉപയോഗിക്കുന്നില്ലെങ്കിൽ
- ദയവായി പവർ ഓഫ് ചെയ്യുക, പവർ കേബിൾ നീക്കം ചെയ്ത് വരണ്ടതും തണുത്തതുമായ സ്ഥലത്ത് സൂക്ഷിക്കുക.
മെഷീനിൽ തകരാർ ശ്രദ്ധയിൽപ്പെട്ടാൽ - മെഷീൻ തകരാറിലാണെങ്കിൽ, ഉടൻ തന്നെ പവർ ഓഫ് ചെയ്യുകയും നിങ്ങൾ മെഷീൻ വാങ്ങിയ ഡീലറെ ബന്ധപ്പെടുകയും ചെയ്യുക.
വാറൻ്റി കാലയളവ് - ഉൽപ്പന്നം ഡെലിവറി കഴിഞ്ഞ് ഒരു വർഷമാണ് വാറന്റി കാലയളവ്.
വാറന്റി കാലയളവിനുള്ളിൽ ഞങ്ങളുടെ കമ്പനി ഉത്തരവാദിത്തം വഹിക്കുന്ന ഒരു അപ്രതീക്ഷിത തകരാർ സംഭവിച്ചാൽ, ഞങ്ങൾ അത് സൗജന്യമായി നന്നാക്കും.
ഉത്തരവാദിത്തത്തിൽ നിന്നുള്ള പ്രതിരോധം
- ദുരുപയോഗം, തെറ്റുകൾ, അപകടങ്ങൾ, അസാധാരണമായ സാഹചര്യങ്ങളിൽ ഉപയോഗം അല്ലെങ്കിൽ ഭൂകമ്പം, തീ മുതലായ പ്രകൃതി ദുരന്തങ്ങൾ എന്നിവ മൂലമുണ്ടാകുന്ന നാശനഷ്ടങ്ങളുടെ ഉത്തരവാദിത്തം ഞങ്ങൾ ഏറ്റെടുക്കുന്നില്ല.
- അപ്പോളോ സെയ്ക്കോ സ്പെയർ, ഉപഭോഗ ഭാഗങ്ങൾ എന്നിവയിലെ എന്തെങ്കിലും പ്രശ്നങ്ങൾ അല്ലെങ്കിൽ മെഷീൻ സ്റ്റോപ്പേജ് മൂലമുണ്ടാകുന്ന ആകസ്മിക നഷ്ടം, (ബിസിനസ് നഷ്ടം, ബിസിനസ്സ് സ്റ്റോപ്പ്, ഓവർടൈം, സ്ക്രാപ്പ് അല്ലെങ്കിൽ കുറച്ച ഔട്ട്പുട്ട്) എന്നിവയിൽ ഞങ്ങൾ ഒരു ഉത്തരവാദിത്തവും ഏറ്റെടുക്കുന്നില്ല.
- ഈ മാനുവലിൽ പരാമർശിച്ചിട്ടില്ലാത്ത മറ്റ് മാർഗങ്ങളിലൂടെ പ്രവർത്തിക്കുന്നതിലൂടെ ഉണ്ടാകുന്ന നഷ്ടങ്ങൾക്കോ നാശനഷ്ടങ്ങൾക്കോ ഞങ്ങൾ ഒരു ഉത്തരവാദിത്തവും ഏറ്റെടുക്കുന്നില്ല.
- മറ്റ് ഉപകരണങ്ങളുമായുള്ള തെറ്റായ ബന്ധം മൂലമുണ്ടാകുന്ന നഷ്ടങ്ങൾക്കോ കേടുപാടുകൾക്കോ ഞങ്ങൾ ഒരു ഉത്തരവാദിത്തവും ഏറ്റെടുക്കുന്നില്ല.
- ഏതെങ്കിലും കാരണത്താൽ ആന്തരിക സർക്യൂട്ട് ടിampഅപ്പോളോ സീക്കോയുടെ രേഖാമൂലമുള്ള സമ്മതമില്ലാതെ മാറ്റുകയോ നന്നാക്കുകയോ ചെയ്താൽ, വാറന്റി അസാധുവാണ്. ആവശ്യമായ ടൂളിംഗ് ക്രമീകരണങ്ങൾ നടത്താനും സോൾഡർ ഇരുമ്പ് ടിപ്പുകൾ മാറ്റിസ്ഥാപിക്കാനും താപനില കൺട്രോളറിൽ ആവശ്യമായ മാറ്റങ്ങൾ വരുത്താനും ഉപഭോക്താവിന് അനുവാദമുണ്ട്.
11. ബാഹ്യ കൺട്രോളർ കമ്മ്യൂണിക്കേഷൻ സ്പെസിഫിക്കേഷനുകൾ
11.1 സീരിയൽ കമ്മ്യൂണിക്കേഷൻ സ്പെസിഫിക്കേഷനുകൾ
ആശയവിനിമയ നിലവാരം: RS-232C
കമ്മ്യൂണിക്കേഷൻ പ്രോട്ടോക്കോൾ നോൺ പ്രൊസീജർ
ബന്ധിപ്പിക്കുന്ന നമ്പർ: 1-ൽ 1
സിൻക്രൊണൈസേഷൻ സിസ്റ്റം: ആരംഭിക്കുക - സമന്വയ സംവിധാനം നിർത്തുക
ട്രാൻസ്മിഷൻ കോഡ് ASCII
ഇന്റർഫേസ് ട്രിപ്പിൾ വയർ സിസ്റ്റം (TxD / RxD / GND)
ആശയവിനിമയ വേഗത: 9600
ആരംഭ ബിറ്റ് ദൈർഘ്യം: 1 ബിറ്റ് (നിശ്ചിത)
സ്റ്റോപ്പ് ബിറ്റ് ദൈർഘ്യം: 8 ബിറ്റ്
പാരിറ്റി ഒന്നുമില്ല
പ്രതികരണ കാലതാമസം: 0~250ms'
11.2 ആശയവിനിമയ ഫോർമാറ്റ് എല്ലാ ആശയവിനിമയങ്ങളും STX + പ്രധാന യൂണിറ്റ് ടെക്സ്റ്റ് + ETX + SUM ഫോർമാറ്റ് ആണ്.
എല്ലാ ആശയവിനിമയങ്ങളും STX + പ്രധാന യൂണിറ്റ് ടെക്സ്റ്റ് + ETX + SUM ഫോർമാറ്റ് ആണ്.
| എസ്.ടി.എക്സ് | പ്രധാന വാചകം | ETX | SUM (കൂടുതൽ) | SUM (കുറഞ്ഞത്) |
പ്രധാന വാചകത്തിലെ പ്രതീകങ്ങളുടെ ദശാംശ മൂല്യങ്ങൾ ചേർത്ത് അവയെ ഹെക്സാഡെസിമലിലേക്ക് പരിവർത്തനം ചെയ്യുകയും ETX-ന് ശേഷം തത്ഫലമായുണ്ടാകുന്ന 2 ബൈറ്റുകൾ ചേർക്കുകയും ചെയ്യുന്നതിന്റെ ഫലമായുണ്ടാകുന്ന മൂല്യമാണ് SUM.
SUM 8 ബിറ്റ് ഡാറ്റാ ദൈർഘ്യം കവിയുമ്പോൾ, ഏറ്റവും കുറഞ്ഞ രണ്ട് മൂല്യങ്ങൾ മാത്രമേ സൂക്ഷിക്കാവൂ.
ഉദാഹരണത്തിന്, 1526-ബിറ്റ് പരിധി കവിയുന്ന ഹെക്സാഡെസിമലിൽ 5F6h ന് തുല്യമായ SUM 8 ആണെങ്കിൽ, ഈ സാഹചര്യത്തിൽ, പ്രാധാന്യമില്ലാത്ത രണ്ട് അക്കങ്ങൾ മാത്രമേ കണക്കിലെടുക്കൂ ("F6"), അവ രണ്ട് ബൈറ്റുകൾ ആണ്. (ഇംഗ്ലീഷ് വലിയ അക്ഷരങ്ങൾ ഉപയോഗിച്ച്) ETX-ന് ശേഷം.
കമാൻഡിലേക്ക് ചേർത്ത SUM മൂല്യവും കണക്കാക്കിയ SUM മൂല്യവും പൊരുത്തപ്പെടുന്നില്ലെങ്കിൽ, കമാൻഡ് അനധികൃത ഡാറ്റയായി കണക്കാക്കുകയും അവഗണിക്കുകയും ഇല്ലാതാക്കുകയും ചെയ്യും. ഇത് സംഭവിക്കുമ്പോൾ, കമാൻഡ് നിരസിക്കുകയും വീണ്ടും ട്രാൻസ്മിഷൻ അഭ്യർത്ഥന നടത്തുകയും ചെയ്യുന്നില്ല.
SUM മൂല്യം കണക്കുകൂട്ടൽ ഉദാample STX + [K12C] + ETX + SUM 75(4Bh) + 49(31h) + 50(32h) + 67(43h) = 241(F1h)
| എസ്.ടി.എക്സ് | 'കെ' | '1' | '2' | 'സി' | ETX | 'എഫ്' | '1' |
| 02 മണിക്കൂർ | 4Bh | 31 മണിക്കൂർ | 32 മണിക്കൂർ | 43 മണിക്കൂർ | 03 മണിക്കൂർ | 46 മണിക്കൂർ | 31 മണിക്കൂർ |
11.3 വിവിധ കമാൻഡുകൾ
11.3.1 എ : സോൾഡറിംഗ് കൺട്രോളർ വിവര അഭ്യർത്ഥന
| 【കോഡ്】 | XNUMX('എ') |
| 【ഫംഗ്ഷൻ】 | സോൾഡറിംഗ് കൺട്രോളർ വിവര അഭ്യർത്ഥന |
| 【സംവിധാനം】 | ബാഹ്യ കൺട്രോളർ → സോൾഡറിംഗ് കൺട്രോളർ |
| 【ഡാറ്റ】 | ഒന്നുമില്ല |
| 【വിശദീകരണം】 | ഇത് സോളിഡിംഗ് കൺട്രോളറിന്റെ അവസ്ഥ പരിശോധിക്കുന്നു (സോൾഡർ ഷോർtagഇ / സോൾഡർ അടഞ്ഞുപോയി). സോളിഡിംഗ് കൺട്രോളറിന് ഈ കമാൻഡ് ലഭിക്കുമ്പോൾ, അത് "a" കമാൻഡ് നൽകുന്നു. |
| 1 | 2 | 3 | 4 | 5 |
| എസ്.ടി.എക്സ് | 'എ' | ETX | SUM | |
11.3.2 a : സോൾഡറിംഗ് കൺട്രോളർ വിവര അഭ്യർത്ഥന മറുപടി
| 【കോഡ്】 | XNUMX('a') |
| 【ഫംഗ്ഷൻ】 | സോൾഡറിംഗ് കൺട്രോളർ വിവരങ്ങളുടെ റിട്ടേൺ അഭ്യർത്ഥന |
| 【സംവിധാനം】 | സോൾഡറിംഗ് കൺട്രോളർ → ബാഹ്യ കൺട്രോളർ |
| 【ഡാറ്റ】 | സംസ്ഥാനം (: സാധാരണ, XNUMX: സോൾഡർ ഷോർtagഇ, XNUMX: സോൾഡർ ക്ലോഗ്ഡ്, XNUMX: സോൾഡർ ഷോർtagഇ & സോൾഡർ അടഞ്ഞുപോയി) |
| 【വിശദീകരണം】 | ബാഹ്യ കൺട്രോളറിൽ നിന്നുള്ള എ കമാൻഡിനുള്ള മറുപടിയാണിത്. |
| 1 | 2 | 3 | 4 | 5 | 6 |
| എസ്.ടി.എക്സ് | 'a' | സംസ്ഥാനം | ETX | SUM | |
11.3.3 ബി : താപനില നിയന്ത്രണ സംസ്ഥാന അഭ്യർത്ഥന
| 【കോഡ്】 | XNUMX('ബി') |
| 【ഫംഗ്ഷൻ】 | താപനില നിയന്ത്രണ സംസ്ഥാന അഭ്യർത്ഥന |
| 【സംവിധാനം】 | ബാഹ്യ കൺട്രോളർ → സോൾഡറിംഗ് കൺട്രോളർ |
| 【ഡാറ്റ】 | ഒന്നുമില്ല |
| 【വിശദീകരണം】 | ഇത് സോളിഡിംഗ് കൺട്രോളറിന്റെ താപനില കൺട്രോളറിന്റെ പ്രവർത്തന നില പരിശോധിക്കുന്നു. സോളിഡിംഗ് കൺട്രോളറിന് ഈ കമാൻഡ് ലഭിക്കുമ്പോൾ, അത് "b" നൽകുന്നു. |
| 1 | 2 | 3 | 4 | 5 |
| എസ്.ടി.എക്സ് | 'ബി' | ETX | SUM | |
11.3.4 b : താപനില നിയന്ത്രണ സംസ്ഥാന അഭ്യർത്ഥന മറുപടി
| 【കോഡ്】 | zXNUMX('b') |
| 【ഫംഗ്ഷൻ】 | താപനില നിയന്ത്രണ സംസ്ഥാന അഭ്യർത്ഥന റിട്ടേൺ |
| 【സംവിധാനം】 | സോൾഡറിംഗ് കൺട്രോളർ → ബാഹ്യ കൺട്രോളർ |
| 【ഡാറ്റ】 | 0: റെഡി അല്ലെങ്കിൽ നോർമൽ, :: തയ്യാറാക്കലിൽ / പിശക് (*റെഡി അല്ലെങ്കിൽ സാധാരണ: റെഡി സിഗ്നൽ ഉയർന്ന അവസ്ഥ) |
| 【വിശദീകരണം】 | ബാഹ്യ കൺട്രോളറിൽ നിന്നുള്ള ബി കമാൻഡിനുള്ള മറുപടിയാണിത്. |
| 1 | 2 | 3 | 4 | 5 | 6 |
| എസ്.ടി.എക്സ് | 'b' | സംസ്ഥാനം | ETX | SUM | |
11.3.5 സി : സോൾഡർ കണ്ടീഷൻ ട്രാൻസ്ഫർ അഭ്യർത്ഥന
| 【കോഡ്】 | XNUMX ('C') |
| 【ഫംഗ്ഷൻ】 | സോൾഡർ അവസ്ഥ ട്രാൻസ്ഫർ അഭ്യർത്ഥന |
| 【സംവിധാനം】 | ബാഹ്യ കൺട്രോളർ → സോൾഡറിംഗ് കൺട്രോളർ |
| 【ഡാറ്റ】 | സോൾഡർ അവസ്ഥ നമ്പർ |
| 【വിശദീകരണം】 | സോൾഡറിംഗ് കൺട്രോളറിൽ സംരക്ഷിച്ചിരിക്കുന്ന സോൾഡർ അവസ്ഥ ഇത് അഭ്യർത്ഥിക്കുന്നു. സോൾഡർ അവസ്ഥ നമ്പർ ഹെക്സാഡെസിമൽ / 4 അക്കങ്ങൾ (2 ബൈറ്റ്) കൊണ്ടാണ് വ്യക്തമാക്കിയിരിക്കുന്നത്. ഉദാ: സോൾഡർ അവസ്ഥ 124 ആയിരിക്കുമ്പോൾ, അത് 007CH വ്യക്തമാക്കുന്നു. |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| എസ്.ടി.എക്സ് | 'എ' | സോൾഡർ അവസ്ഥ നമ്പർ | ETX | SUM | ||||
11.3.6 c : സോൾഡർ അവസ്ഥ ഡാറ്റ ട്രാൻസ്ഫർ അഭ്യർത്ഥന
| 【കോഡ്】 【ഫംഗ്ഷൻ】 【സംവിധാനം】 |
zXNUMX('c') സോൾഡർ അവസ്ഥ ഡാറ്റ ട്രാൻസ്ഫർ അഭ്യർത്ഥന സോൾഡറിംഗ് കൺട്രോളർ → ബാഹ്യ കൺട്രോളർ |
|
| 【ഡാറ്റ】 | സോൾഡർ അവസ്ഥ നമ്പർ 000, 101~199, 201~299, 301~399
സോൾഡർ മോഡ് 0, 1, 2, 3, 4, 5 |
4 ബൈറ്റ്
1 ബൈറ്റ് |
| SV2 താപനില ഉയരുന്ന സമയം ക്രമീകരിക്കുന്നു | 3 ബൈറ്റ് | |
| 1st സോൾഡർ വയർ ഫീഡിംഗ് തുക | 3 ബൈറ്റ് | |
| ആദ്യ സോൾഡർ വയർ തീറ്റ വേഗത | 3 ബൈറ്റ് | |
| ആദ്യ സോൾഡർ വയർ റിവേഴ്സിംഗ് തുക | 3 ബൈറ്റ് | |
| ആദ്യ സോൾഡർ വയർ റിവേഴ്സിംഗ് സ്പീഡ് | 3 ബൈറ്റ് | |
| മുൻകൂട്ടി ചൂടാക്കാനുള്ള സമയം | 3 ബൈറ്റ് | |
| രണ്ടാമത്തെ സോൾഡർ വയർ ഫീഡിംഗ് തുക | 3 ബൈറ്റ് | |
| രണ്ടാമത്തെ സോൾഡർ വയർ തീറ്റ വേഗത | 3 ബൈറ്റ് | |
| രണ്ടാമത്തെ സോൾഡർ വയർ റിവേഴ്സിംഗ് തുക | 3 ബൈറ്റ് | |
| രണ്ടാമത്തെ സോൾഡർ വയർ റിവേഴ്സിംഗ് സ്പീഡ് | 3 ബൈറ്റ് | |
| ചൂടാക്കൽ സമയം | 3 ബൈറ്റ് | |
| മൂന്നാമത്തെ സോൾഡർ വയർ ഫീഡിംഗ് തുക | 3 ബൈറ്റ് | |
| മൂന്നാമത്തെ സോൾഡർ വയർ തീറ്റ വേഗത | 3 ബൈറ്റ് | |
| മൂന്നാമത്തെ സോൾഡർ വയർ റിവേഴ്സിംഗ് തുക | 3 ബൈറ്റ് | |
| മൂന്നാമത്തെ സോൾഡർ വയർ റിവേഴ്സിംഗ് സ്പീഡ് | 3 ബൈറ്റ് | |
| സോൾഡർ പൂൾ സമയം | 3 ബൈറ്റ് |
【വിശദീകരണം】
ഇത് ബാഹ്യ കൺട്രോളറിൽ നിന്ന് സി കമാൻഡിലേക്കുള്ള മടക്കമാണ്.
സോൾഡർ കണ്ടീഷൻ നമ്പറും സോൾഡർ മോഡും ഒഴികെ ഇത് ഹെക്സാഡെസിമൽ / 3 അക്ക നൊട്ടേഷനാണ്.
ഇത് സോൾഡർ കണ്ടീഷൻ നമ്പറിൽ ഹെക്സാഡെസിമൽ / 4 അക്ക നൊട്ടേഷൻ ആണ്.
ഇത് സോൾഡർ മോഡിൽ ഹെക്സാഡെസിമൽ / 1 അക്ക നൊട്ടേഷൻ ആണ്.
ദശാംശ സംഖ്യകളിലേക്ക് പരിവർത്തനം ചെയ്തതിനുശേഷം മൂല്യം 10 കൊണ്ട് ഹരിച്ചാൽ യഥാർത്ഥ ക്രമീകരണ മൂല്യമായി മാറുന്നു.
സി കമാൻഡിൽ ഇല്ലാത്ത ഒരു സോൾഡർ കണ്ടീഷൻ നമ്പർ അത് വ്യക്തമാക്കിയാൽ, അത് കമാൻഡ് അവഗണിക്കുന്നു.
സോൾഡർ മോഡിന്റെ എണ്ണം ഇനിപ്പറയുന്നതാണ്;
0: പ്രത്യേക പോയിന്റ് സോളിഡിംഗ്
XNUMX: പ്രത്യേക സ്ലൈഡ് സോളിഡിംഗ്
XNUMX: പ്രത്യേക സോളിഡിംഗ് പോയിന്റ് സോളിഡിംഗ് (ഇരുമ്പ് അപ്പ് മോഷൻ ഇല്ലാതെ)
3: പ്രത്യേക എളുപ്പമുള്ള സ്ലൈഡ് സോളിഡിംഗ്
XNUMX: പ്രീ-സോൾഡർ
5: താപനില സജ്ജമാക്കുക
സോൾഡർ മോഡ് "5: സെറ്റ് ടെമ്പ്" ആയിരിക്കുമ്പോൾ, അത് സെറ്റ് താപനിലയും സെറ്റ് താപനിലയുടെ പ്രക്രിയയും നൽകുന്നു.
| താപനില സജ്ജമാക്കുക | 3 ബൈറ്റ് |
| സെറ്റ് താപനില പ്രക്രിയ | 3 ബൈറ്റ് |
സോൾഡർ അവസ്ഥ നമ്പർ 0 ആയിരിക്കുമ്പോൾ, അത് വൃത്തിയാക്കുന്നതിന്റെ എയർ ബ്ലോ സമയം നൽകുന്നു.
| സോൾഡർ അവസ്ഥ നമ്പർ | 0 | 4 ബൈറ്റ് |
| എയർ ബ്ലോ സമയം | 3 ബൈറ്റ് |
സെറ്റ് ടെമ്പ് / ക്ലീനിംഗ് ഓപ്പറേഷൻ ഒഴികെ
| 1 | 2 | 3 | 4 | 5 | 6 | … | 54 | 55 | 56 |
| എസ്.ടി.എക്സ് | 'c' | സോൾഡർ അവസ്ഥ നമ്പർ | … | ETX | SUM | ||||
ടെംപ് ഓപ്പറേഷൻ സജ്ജമാക്കുക
| 1 | 2 | 3 | 4 | 5 | 6 | … | 12 | 13 | 14 |
| എസ്.ടി.എക്സ് | 'c' | സോൾഡർ അവസ്ഥ നമ്പർ | … | ETX | SUM | ||||
ക്ലീനിംഗ് ഓപ്പറേഷൻ
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| എസ്.ടി.എക്സ് | 'c' | '-' | '-' | '-' | '-' | എയർ ബ്ലോ സമയം | ETX | SUM | |||
11.3.7 ഡി : സോൾഡർ കണ്ടീഷൻ ഡാറ്റ ട്രാൻസ്ഫർ അഭ്യർത്ഥന
| 【കോഡ്】 【ഫംഗ്ഷൻ】【ദിശ】 |
XNUMX('ഡി') സോൾഡർ കണ്ടീഷൻ ഡാറ്റ ട്രാൻസ്ഫർ അഭ്യർത്ഥന ബാഹ്യ കൺട്രോളർ → സോൾഡറിംഗ് കൺട്രോളർ |
|
| 【ഡാറ്റ】 | സോൾഡർ അവസ്ഥ നമ്പർ 000, 101~199, 201~299, 301~399 സോൾഡർ മോഡ് 0, 1, 2, 3, 4, 5 |
4 ബൈറ്റ് 1 ബൈറ്റ് |
| SV2 താപനില ഉയരുന്ന സമയം ക്രമീകരിക്കുന്നു | 3 ബൈറ്റ് | |
| 1st സോൾഡർ വയർ ഫീഡിംഗ് തുക | 3 ബൈറ്റ് | |
| ആദ്യ സോൾഡർ വയർ തീറ്റ വേഗത | 3 ബൈറ്റ് | |
| ആദ്യ സോൾഡർ വയർ റിവേഴ്സിംഗ് തുക | 3 ബൈറ്റ് | |
| ആദ്യ സോൾഡർ വയർ റിവേഴ്സിംഗ് സ്പീഡ് | 3 ബൈറ്റ് | |
| മുൻകൂട്ടി ചൂടാക്കാനുള്ള സമയം | 3 ബൈറ്റ് | |
| രണ്ടാമത്തെ സോൾഡർ വയർ ഫീഡിംഗ് തുക | 3 ബൈറ്റ് | |
| രണ്ടാമത്തെ സോൾഡർ വയർ തീറ്റ വേഗത | 3 ബൈറ്റ് | |
| രണ്ടാമത്തെ സോൾഡർ വയർ റിവേഴ്സിംഗ് തുക | 3 ബൈറ്റ് | |
| രണ്ടാമത്തെ സോൾഡർ വയർ റിവേഴ്സിംഗ് സ്പീഡ് | 3 ബൈറ്റ് | |
| ചൂടാക്കൽ സമയം | 3 ബൈറ്റ് | |
| മൂന്നാമത്തെ സോൾഡർ വയർ ഫീഡിംഗ് തുക | 3 ബൈറ്റ് | |
| മൂന്നാമത്തെ സോൾഡർ വയർ തീറ്റ വേഗത | 3 ബൈറ്റ് | |
| മൂന്നാമത്തെ സോൾഡർ വയർ റിവേഴ്സിംഗ് തുക | 3 ബൈറ്റ് | |
| മൂന്നാമത്തെ സോൾഡർ വയർ റിവേഴ്സിംഗ് സ്പീഡ് | 3 ബൈറ്റ് | |
| സോൾഡർ പൂൾ സമയം | 3 ബൈറ്റ് |
【വിശദീകരണം】
ഇത് ബാഹ്യ കൺട്രോളറിൽ നിന്ന് സോളിഡിംഗ് കൺട്രോളറിലേക്ക് ഒരു സോൾഡർ അവസ്ഥ സജ്ജമാക്കുന്നു.
സോൾഡർ കണ്ടീഷൻ നമ്പറും സോൾഡർ മോഡും ഒഴികെ ഇത് ഹെക്സാഡെസിമൽ / 3 അക്ക നൊട്ടേഷനാണ്.
ഡാറ്റയ്ക്ക് ഒരു ഡെസിമൽ പോയിന്റ് ഉണ്ടെങ്കിൽ, ഡെസിമൽ പോയിന്റ് ഒഴിവാക്കിയ മൂല്യം ഹെക്സാഡെസിമലിൽ പ്രകടിപ്പിക്കുന്നു.
Example 1: 3.5s⇒35(23H), ഉദാample 2: 10.0s⇒100(64H) ഇത് സോൾഡർ കണ്ടീഷൻ നമ്പറിൽ ഹെക്സാഡെസിമൽ / 4 അക്ക നൊട്ടേഷൻ ആണ്.
ഇത് സോൾഡർ മോഡിൽ ഹെക്സാഡെസിമൽ / 1 അക്ക നൊട്ടേഷൻ ആണ്.
ദശാംശ സംഖ്യകളിലേക്ക് പരിവർത്തനം ചെയ്തതിനുശേഷം മൂല്യം 10 കൊണ്ട് ഹരിച്ചാൽ യഥാർത്ഥ ക്രമീകരണ മൂല്യമായി മാറുന്നു.
നിലവിലില്ലാത്ത ഒരു സോൾഡർ കണ്ടീഷൻ നമ്പർ അത് വ്യക്തമാക്കുകയാണെങ്കിൽ, അത് കമാൻഡ് അവഗണിക്കുന്നു.
ഇത് നിലവിലില്ലാത്ത ഒരു സോൾഡർ മോഡ് വ്യക്തമാക്കുകയാണെങ്കിൽ, അത് കമാൻഡ് അവഗണിക്കുന്നു.
ഒരു ഡാറ്റ പരിധിക്ക് പുറത്താണെങ്കിൽ, അത് കമാൻഡ് അവഗണിക്കുന്നു.
സോൾഡർ മോഡിന്റെ എണ്ണം ഇനിപ്പറയുന്നതാണ്;
0: പ്രത്യേക പോയിന്റ് സോളിഡിംഗ്
XNUMX: പ്രത്യേക സ്ലൈഡ് സോളിഡിംഗ്
XNUMX: പ്രത്യേക സോളിഡിംഗ് പോയിന്റ് സോളിഡിംഗ് (ഇരുമ്പ് അപ്പ് മോഷൻ ഇല്ലാതെ)
3: പ്രത്യേക എളുപ്പമുള്ള സ്ലൈഡ് സോളിഡിംഗ്
XNUMX: പ്രീ-സോൾഡർ
5: താപനില സജ്ജമാക്കുക
* പോയിന്റ് സോൾഡറിംഗിന്റെയും സ്ലൈഡ് സോൾഡറിംഗിന്റെയും മൂല്യം നിശ്ചയിച്ചിട്ടില്ല.
സോൾഡർ മോഡ് “5 ആയിരിക്കുമ്പോൾ. സെറ്റ് ടെമ്പ്”, ഇത് സെറ്റ് താപനിലയും സെറ്റ് താപനിലയുടെ പ്രക്രിയയും സജ്ജമാക്കുന്നു.
| താപനില സജ്ജമാക്കുക | 3 ബൈറ്റ് |
| സെറ്റ് താപനില പ്രക്രിയ | 3 ബൈറ്റ് |
സോൾഡർ അവസ്ഥ നമ്പർ 0 ആയിരിക്കുമ്പോൾ, അത് വൃത്തിയാക്കുന്നതിനുള്ള എയർ ബ്ലോ സമയം സജ്ജമാക്കുന്നു
| സോൾഡർ അവസ്ഥ നമ്പർ | 4 ബൈറ്റ് |
| എയർ ബ്ലോ സമയം | 3 ബൈറ്റ് |
സെറ്റ് ടെമ്പ് / ക്ലീനിംഗ് ഓപ്പറേഷൻ ഒഴികെ
| 1 | 2 | 3 | 4 | 5 | 6 | … | 54 | 55 | 56 |
| എസ്.ടി.എക്സ് | 'ഡി' | സോൾഡർ അവസ്ഥ നമ്പർ | … | ETX | SUM | ||||
ടെംപ് ഓപ്പറേഷൻ സജ്ജമാക്കുക
| 1 | 2 | 3 | 4 | 5 | 6 | … | 12 | 13 | 14 |
| എസ്.ടി.എക്സ് | 'ഡി' | സോൾഡർ അവസ്ഥ നമ്പർ | … | ETX | SUM | ||||
ക്ലീനിംഗ് ഓപ്പറേഷൻ
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| എസ്.ടി.എക്സ് | 'ഡി' | '-' | '-' | '-' | '-' | എയർ ബ്ലോ സമയം | ETX | SUM | |||
11.3.8 d : സോൾഡറിംഗ് അവസ്ഥ ഡാറ്റ അഭ്യർത്ഥന മറുപടി
| 【കോഡ്】 | XNUMX('d') |
| 【ഫംഗ്ഷൻ】 | സോൾഡറിംഗ് അവസ്ഥ ഡാറ്റ അഭ്യർത്ഥന റിട്ടേൺ |
| 【സംവിധാനം】 | സോൾഡറിംഗ് കൺട്രോളർ → ബാഹ്യ കൺട്രോളർ |
| 【ഡാറ്റ】 | ഒന്നുമില്ല |
| 【വിശദീകരണം】 | ഒരു ബാഹ്യ കൺട്രോളറിൽ നിന്നുള്ള ഡി കമാൻഡിലേക്കുള്ള മറുപടിയാണിത്. സാധാരണയായി ഡി കമാൻഡ് ലഭിക്കുമ്പോൾ ഇത് പ്രതികരിക്കുന്നു. |
| 1 | 2 | 3 | 4 | 5 |
| എസ്.ടി.എക്സ് | 'd' | ETX | SUM | |
11.3.9 F : പ്രത്യേക സോൾഡറിംഗ് സെറ്റ് ടെമ്പ് സ്റ്റേറ്റ് അഭ്യർത്ഥന
| 【കോഡ്】 | XNUMX zXNUMX ('') |
| 【ഫംഗ്ഷൻ】 | ടെംപ് സ്റ്റേറ്റ് അഭ്യർത്ഥന സജ്ജമാക്കുക |
| 【സംവിധാനം】 | ബാഹ്യ കൺട്രോളർ → സോൾഡറിംഗ് കൺട്രോളർ |
| 【ഡാറ്റ】 | ഒന്നുമില്ല |
| 【വിശദീകരണം】 | ബാഹ്യ കൺട്രോളർ സോൾഡറിംഗ് കൺട്രോളറിലേക്ക് ടെമ്പ് അവസ്ഥ സജ്ജമാക്കാൻ അഭ്യർത്ഥിക്കുന്നു. |
| 1 | 2 | 3 | 4 | 5 |
| എസ്.ടി.എക്സ് | 'സി' | ETX | SUM | |
11.3.10 f : പ്രത്യേക സോൾഡറിംഗ് സെറ്റ് ടെമ്പ് സ്റ്റേറ്റ് റിപ്പോർട്ട്
| 【കോഡ്】 | ജസ്XNUMX ('f') |
| 【ഫംഗ്ഷൻ】 | താൽക്കാലിക സംസ്ഥാന റിപ്പോർട്ട് സജ്ജമാക്കുക |
| 【സംവിധാനം】 | സോൾഡറിംഗ് കൺട്രോളർ → ബാഹ്യ കൺട്രോളർ |
| 【ഡാറ്റ】 | റേഞ്ചിന്റെ കാര്യത്തിൽ, "അലാറം ടെമ്പറേച്ചർ റേഞ്ച് കുറഞ്ഞ < PV < അലാറം ടെംപറേച്ചർ റേഞ്ച്" എന്ന് പരിശോധിക്കുമ്പോൾ പരിശോധിക്കരുത് PV ഒപ്റ്റിമൽ ടെമ്പറേച്ചർ ആയി വിലയിരുത്തുമ്പോൾ, അത് 0 നൽകുന്നു. ഒഴികെ, അത് 1 നൽകുന്നു. |
| 【വിശദീകരണം】 | മുകളിലെ കൺട്രോളറിൽ നിന്നുള്ള എഫ് കമാൻഡിലേക്ക് ടെമ്പ് അവസ്ഥ സജ്ജമാക്കുക എന്ന് ഇത് മറുപടി നൽകുന്നു. |
| 1 | 2 | 3 | 4 | 5 | 6 |
| എസ്.ടി.എക്സ് | 'f' | സംസ്ഥാനം | ETX | SUM | |
11.3.11 ജി : സോൾഡർ മോഡ് മാത്രം ട്രാൻസ്ഫർ അഭ്യർത്ഥന
| 【കോഡ്】 | XNUMX GA (' XNUMX') |
| 【ഫംഗ്ഷൻ】 | സോൾഡർ മോഡ് മാത്രം ട്രാൻസ്ഫർ അഭ്യർത്ഥന |
| 【സംവിധാനം】 | ബാഹ്യ കൺട്രോളർ → സോൾഡറിംഗ് കൺട്രോളർ |
| 【ഡാറ്റ】 | ഒന്നുമില്ല |
| 【വിശദീകരണം】 |
| 1 | 2 | 3 | 4 | 5 |
| എസ്.ടി.എക്സ് | 'ദ്' | ETX | SUM | |
11.3.12 ഗ്രാം : സോൾഡർ മോഡ് മാത്രം ട്രാൻസ്ഫർ റിക്വസ്റ്റ് റിട്ടേൺ
| 【കോഡ്】 | ജഗ് XNUMX ('g') |
| 【ഫംഗ്ഷൻ】 | സോൾഡർ മോഡ് മാത്രം ട്രാൻസ്ഫർ അഭ്യർത്ഥന റിട്ടേൺ |
| 【സംവിധാനം】 | സോൾഡറിംഗ് കൺട്രോളർ → ബാഹ്യ കൺട്രോളർ |
| 【ഡാറ്റ】 | സോൾഡർ മോഡ് മാത്രം |
| 【വിശദീകരണം】 | ഇത് തുടർച്ചയായ ഡാറ്റയായി സോൾഡർ അവസ്ഥ നമ്പർ 301~399-ന്റെ സോൾഡർ മോഡ് നമ്പർ നൽകുന്നു |
| 1 | 2 | 3 | … | … | 102 | 103 | 104 | 105 |
| എസ്.ടി.എക്സ് | 'g' | സോൾഡർ മോഡ് നമ്പർ | ETX | SUM | ||||
11.3.13 എച്ച്: സോൾഡറിംഗ് എക്സിക്യൂഷൻ
| 【കോഡ്】 | XNUMX('XNUMX') |
| 【ഫംഗ്ഷൻ】 | സോൾഡറിംഗ് എക്സിക്യൂഷൻ |
| 【സംവിധാനം】 | ബാഹ്യ കൺട്രോളർ → സോൾഡറിംഗ് കൺട്രോളർ |
| 【ഡാറ്റ】 | സോൾഡർ അവസ്ഥ നമ്പർ |
| 【വിശദീകരണം】 | സോളിഡിംഗ് എക്സിക്യൂട്ട് ചെയ്യാൻ സോളിഡിംഗ് കൺട്രോളറോട് ബാഹ്യ കൺട്രോളർ അഭ്യർത്ഥിക്കുന്നു. നിലവിലില്ലാത്ത ഒരു സോൾഡർ അവസ്ഥ നമ്പർ വ്യക്തമാക്കുമ്പോൾ, അത് അവഗണിക്കുന്നു കമാൻഡ്. പോയിന്റ് സോൾഡറിംഗിന്റെ കാര്യത്തിൽ, അത് സോൾഡറിംഗിന്റെ ഒരു പരമ്പരയ്ക്ക് ശേഷം h കമാൻഡ് നൽകുന്നു പ്രവർത്തനം പൂർത്തിയായി. സ്ലൈഡ് സോൾഡറിംഗിന്റെ കാര്യത്തിൽ, ആദ്യ സോൾഡറിംഗ് പൂർത്തിയാകുമ്പോൾ അത് i കമാൻഡ് നൽകുന്നു. |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| എസ്.ടി.എക്സ് | 'എച്ച്' | സോൾഡർ അവസ്ഥ നമ്പർ | ETX | SUM | ||||
11.3.14 മണിക്കൂർ : സോൾഡറിംഗ് പൂർത്തിയാക്കൽ റിപ്പോർട്ട്
| 【കോഡ്】 | 8XNUMX('h') |
| 【ഫംഗ്ഷൻ】 | സോൾഡറിംഗ് പൂർത്തിയാക്കിയ റിപ്പോർട്ട് |
| 【സംവിധാനം】 | സോൾഡറിംഗ് കൺട്രോളർ → ബാഹ്യ കൺട്രോളർ |
| 【ഡാറ്റ】 | ഒന്നുമില്ല |
| 【വിശദീകരണം】 | ഇത് സോളിഡിംഗ് ഓപ്പറേഷൻ പൂർത്തിയാക്കുന്നത് മുകളിലുള്ള H കമാൻഡിലേക്ക് നൽകുന്നു കണ്ട്രോളർ. സ്ലൈഡ് സോൾഡറിംഗിന്റെ കാര്യത്തിൽ, ഈ കമാൻഡ് തിരികെ നൽകില്ല. |
| 1 | 2 | 3 | 4 | 5 |
| എസ്.ടി.എക്സ് | 'h' | ETX | SUM | |
11.3.15 I : സ്ലൈഡ് സോൾഡറിംഗ് ആരംഭിക്കുന്നതിനുള്ള അഭ്യർത്ഥന
| 【കോഡ്】 | 9XNUMX('ഐ')), XNUMX എ('XNUMX') |
| 【ഫംഗ്ഷൻ】 | :: സ്ലൈഡ് സോൾഡറിംഗ് ആരംഭ അഭ്യർത്ഥന |
| 【സംവിധാനം】 | ബാഹ്യ കൺട്രോളർ → സോൾഡറിംഗ് കൺട്രോളർ |
| 【ഡാറ്റ】 | ഒന്നുമില്ല |
| 【വിശദീകരണം】 | പ്രവർത്തനത്തെക്കുറിച്ച് "13.2 സ്ലൈഡ് സോൾഡറിംഗ് ഓപ്പറേഷൻ" കാണുക. |
| 1 | 2 | 3 | 4 | 5 |
| എസ്.ടി.എക്സ് | 'ഞാൻ' | ETX | SUM | |
| 1 | 2 | 3 | 4 | 5 |
| എസ്.ടി.എക്സ് | 'ജി' | ETX | SUM | |
11.3.16 i: സ്ലൈഡ് സോൾഡറിംഗ് 1st ഫീഡിംഗ് കംപ്ലീഷൻ റിപ്പോർട്ട്, j: സ്ലൈഡ് സോൾഡറിംഗ് പ്രീ-ഹീറ്റ് കംപ്ലീഷൻ റിപ്പോർട്ട്, k: സ്ലൈഡ് സോൾഡറിംഗ് പൂർത്തിയാക്കൽ റിപ്പോർട്ട്
| 【കോഡ്】 | 9XNUMX('i'), |
| 【ഫംഗ്ഷൻ】 | i: സ്ലൈഡ് സോൾഡറിംഗ് 1st ഫീഡിംഗ് പൂർത്തിയാക്കിയ റിപ്പോർട്ട് j*: സ്ലൈഡ് സോൾഡറിംഗ് പ്രീ-ഹീറ്റ് പൂർത്തിയാക്കൽ റിപ്പോർട്ട് k: സ്ലൈഡ് സോൾഡറിംഗ് പൂർത്തിയാക്കിയ റിപ്പോർട്ട് |
| 【സംവിധാനം】 | സോൾഡറിംഗ് കൺട്രോളർ → ബാഹ്യ കൺട്രോളർ |
| 【ഡാറ്റ】 | ഒന്നുമില്ല |
| 【വിശദീകരണം】 | പ്രവർത്തനത്തെക്കുറിച്ച് "13.2 സ്ലൈഡ് സോൾഡറിംഗ് ഓപ്പറേഷൻ" കാണുക. |
| 1 | 2 | 3 | 4 | 5 |
| എസ്.ടി.എക്സ് | 'ഞാൻ' | ETX | SUM | |
| 1 | 2 | 3 | 4 | 5 |
| എസ്.ടി.എക്സ് | 'j' | ETX | SUM | |
| 1 | 2 | 3 | 4 | 5 |
| എസ്.ടി.എക്സ് | 'k' | ETX | SUM | |
11.3.17 N : ഈസി സ്ലൈഡ് സോൾഡറിംഗ് പൂർത്തിയാക്കൽ റിപ്പോർട്ട്
| 【കോഡ്】 | XNUMX('XNUMX') |
| 【ഫംഗ്ഷൻ】 | ഈസി സ്ലൈഡ് സോൾഡറിംഗ് പൂർത്തിയാക്കൽ റിപ്പോർട്ട് |
| 【സംവിധാനം】 | ബാഹ്യ കൺട്രോളർ → സോൾഡറിംഗ് കൺട്രോളർ |
| 【ഡാറ്റ】 | ഒന്നുമില്ല |
| 【വിശദീകരണം】 | പ്രവർത്തനത്തെക്കുറിച്ച് "13.6 പ്രത്യേക സോൾഡറിംഗ് ഈസി സ്ലൈഡ് സോൾഡറിംഗ് ഓപ്പറേഷൻ" കാണുക. |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| എസ്.ടി.എക്സ് | 'എഫ്' | താപനില സജ്ജമാക്കുക | ETX | SUM | |||
11.3.18 കെ: താപനില കൺട്രോളർ എസ്വി മാറ്റം
| 【കോഡ്】 | XNUMX('K') |
| 【ഫംഗ്ഷൻ】 | താപനില കൺട്രോളർ എസ്വി മാറ്റം |
| 【സംവിധാനം】 | ബാഹ്യ കൺട്രോളർ → സോൾഡറിംഗ് കൺട്രോളർ |
| 【ഡാറ്റ】 | താപനില 3 അക്കങ്ങൾ (ഹെക്സാഡെസിമൽ നൊട്ടേഷൻ) |
| 【വിശദീകരണം】 | ഒരു നിർദ്ദിഷ്ട താപനില സിസ്റ്റം പാരാമീറ്ററിന്റെ "താപനില ക്രമീകരിക്കൽ" ആയി സജ്ജീകരിച്ചിരിക്കുന്നു. ഇത് പരമാവധി താപനില ക്രമീകരണത്തിന് മുകളിലുള്ള മൂല്യമാകുമ്പോൾ, അത് സജ്ജീകരിക്കില്ല. |
| 1 | 2 | 3 | 4 | 5 |
| എസ്.ടി.എക്സ് | 'പ' | ETX | SUM | |
11.3.19 പി : മാനുവൽ സോൾഡർ ഫീഡിംഗ് ആരംഭം
| 【കോഡ്】 | XNUMX('P') |
| 【ഫംഗ്ഷൻ】 | മാനുവൽ സോൾഡർ ഫീഡിംഗ് ആരംഭം |
| 【സംവിധാനം】 | ബാഹ്യ കൺട്രോളർ → സോൾഡറിംഗ് കൺട്രോളർ |
| 【ഡാറ്റ】 | ഒന്നുമില്ല |
| 【വിശദീകരണം】 | ഓട്ടോമാറ്റിക് പ്രവർത്തനം നിർത്തുമ്പോൾ ഈ കമാൻഡ് ലഭിക്കുമ്പോൾ, അത് സോൾഡർ വയർ ഫീഡ് ചെയ്യാൻ തുടങ്ങുന്നു. മാനുവൽ സോൾഡർ ഫീഡിംഗ് എൻഡ് കമാൻഡ് ലഭിക്കുന്നതുവരെ ഇത് സോൾഡറിന് ഭക്ഷണം നൽകുന്നത് തുടരുന്നു. |
| 1 | 2 | 3 | 4 | 5 |
| എസ്.ടി.എക്സ് | 'എ' | ETX | SUM | |
11.3.21 R : മാനുവൽ സോൾഡർ റിവേഴ്സിംഗ് സ്റ്റാർട്ട്
| 【കോഡ്】 | XNUMX('XNUMX') |
| 【ഫംഗ്ഷൻ】 | മാനുവൽ സോൾഡർ റിവേഴ്സിംഗ് സ്റ്റാർട്ട് |
| 【സംവിധാനം】 | ബാഹ്യ കൺട്രോളർ → സോൾഡറിംഗ് കൺട്രോളർ |
| 【ഡാറ്റ】 | ഒന്നുമില്ല |
| 【വിശദീകരണം】 | ഓട്ടോമാറ്റിക് പ്രവർത്തനം നിർത്തുമ്പോൾ ഈ കമാൻഡ് ലഭിക്കുകയാണെങ്കിൽ, അത് സോൾഡർ റിവേഴ്സ് ചെയ്യാൻ തുടങ്ങുന്നു. മാനുവൽ സോൾഡർ ഫീഡിംഗ് നിർത്തുമ്പോൾ ഇതിന് ഈ കമാൻഡ് ലഭിക്കുകയാണെങ്കിൽ, അത് കമാൻഡ് അവഗണിക്കുന്നു. |
| 1 | 2 | 3 | 4 | 5 |
| എസ്.ടി.എക്സ് | 'റ' | ETX | SUM | |
11.3.22 എസ്: മാനുവൽ സോൾഡർ റിവേഴ്സിംഗ് എൻഡ്
| 【കോഡ്】 | XNUMX('") |
| 【ഫംഗ്ഷൻ】 | മാനുവൽ സോൾഡർ റിവേഴ്സിംഗ് എൻഡ് |
| 【സംവിധാനം】 | ബാഹ്യ കൺട്രോളർ → സോൾഡറിംഗ് കൺട്രോളർ |
| 【ഡാറ്റ】 | ഒന്നുമില്ല |
| 【വിശദീകരണം】 | മാനുവൽ സോൾഡർ റിവേഴ്സ് ചെയ്യുമ്പോൾ ഇതിന് ഈ കമാൻഡ് ലഭിക്കുകയാണെങ്കിൽ, അത് മാനുവൽ സോൾഡർ റിവേഴ്സിംഗ് നിർത്തുന്നു. ഓട്ടോമാറ്റിക് സോൾഡർ ഫീഡിംഗ് സമയത്ത് ഇതിന് ഈ കമാൻഡ് ലഭിക്കുകയാണെങ്കിൽ, അത് കമാൻഡ് അവഗണിക്കുന്നു. |
| 1 | 2 | 3 | 4 | 5 |
| എസ്.ടി.എക്സ് | 'റ' | ETX | SUM | |
11.3.23 ടി: മാനുവൽ എയർ ബ്ലോ സ്റ്റാർട്ട്
| 【കോഡ്】 | XNUMX('T') |
| 【ഫംഗ്ഷൻ】 | മാനുവൽ എയർ ബ്ലോ സ്റ്റാർട്ട് |
| 【സംവിധാനം】 | ബാഹ്യ കൺട്രോളർ → സോൾഡറിംഗ് കൺട്രോളർ |
| 【ഡാറ്റ】 | ഒന്നുമില്ല |
| 【വിശദീകരണം】 | ഇത് എയർ ബ്ലോ ഔട്ട്പുട്ട് ചെയ്യുന്നു. |
| 1 | 2 | 3 | 4 | 5 |
| എസ്.ടി.എക്സ് | 's' | ETX | SUM | |
11.3.24 യു: മാനുവൽ എയർ ബ്ലോ എൻഡ്
| 【കോഡ്】 | 5XNUMX('U') |
| 【ഫംഗ്ഷൻ】 | മാനുവൽ എയർ ബ്ലോ എൻഡ് |
| 【സംവിധാനം】 | ബാഹ്യ കൺട്രോളർ → സോൾഡറിംഗ് കൺട്രോളർ |
| 【ഡാറ്റ】 | ഒന്നുമില്ല |
| 【വിശദീകരണം】 | ഇത് എയർ ബ്ലോ ഔട്ട്പുട്ട് നിർത്തുന്നു. |
| 1 | 2 | 3 | 4 | 5 |
| എസ്.ടി.എക്സ് | 'വി' | ETX | SUM | |
11.3.25 V: മാനുവൽ അയൺ അപ്പ്
| 【കോഡ്】 | 6XNUMX('ഷ') |
| 【ഫംഗ്ഷൻ】 | മാനുവൽ ഇരുമ്പ് അപ്പ് |
| 【സംവിധാനം】 | ബാഹ്യ കൺട്രോളർ → സോൾഡറിംഗ് കൺട്രോളർ |
| 【ഡാറ്റ】 | ഒന്നുമില്ല |
| 【വിശദീകരണം】 | ഓട്ടോമാറ്റിക് പ്രവർത്തനം നിർത്തുമ്പോൾ ഈ കമാൻഡ് ലഭിക്കുകയാണെങ്കിൽ, അത് ഇരുമ്പ് ഉയർത്തുന്നു. ഈ കമാൻഡിൽ "അയൺ അപ്പ് / ഡൗൺ സെൻസർ പിശക് പരിധി" ഇത് വിധിക്കുന്നില്ല. |
| 1 | 2 | 3 | 4 | 5 |
| എസ്.ടി.എക്സ് | 'ശ' | ETX | SUM | |
11.3.26 W: മാനുവൽ അയൺ ഡൗൺ
| 【കോഡ്】 | 7XNUMX('W') |
| 【ഫംഗ്ഷൻ】 | മാനുവൽ ഇരുമ്പ് ഡൗൺ |
| 【സംവിധാനം】 | ബാഹ്യ കൺട്രോളർ → സോൾഡറിംഗ് കൺട്രോളർ |
| 【ഡാറ്റ】 | ഒന്നുമില്ല |
| 【വിശദീകരണം】 | ഓട്ടോമാറ്റിക് പ്രവർത്തനം നിർത്തുമ്പോൾ ഈ കമാൻഡ് ലഭിക്കുകയാണെങ്കിൽ, അത് ഇരുമ്പ് കുറയ്ക്കുന്നു. ഈ കമാൻഡിൽ "അയൺ അപ്പ് / ഡൗൺ സെൻസർ പിശക് പരിധി" ഇത് വിധിക്കുന്നില്ല. |
| 1 | 2 | 3 | 4 | 5 |
| എസ്.ടി.എക്സ് | 'W' | ETX | SUM | |
11.3.27 Y: എമർജൻസി സ്റ്റോപ്പ്
| 【കോഡ്】 | 9H('Y') |
| 【ഫംഗ്ഷൻ】 | അടിയന്തര സ്റ്റോപ്പ് |
| 【സംവിധാനം】 | ബാഹ്യ കൺട്രോളർ → സോൾഡറിംഗ് കൺട്രോളർ |
| 【ഡാറ്റ】 | ഒന്നുമില്ല |
| 【വിശദീകരണം】 | ഇത് സോളിഡിംഗ് കൺട്രോളറിലേക്ക് എമർജൻസി സ്റ്റോപ്പ് അറിയിക്കുന്നു. |
| 1 | 2 | 3 | 4 | 5 |
| എസ്.ടി.എക്സ് | 'h' | ETX | SUM | |
11.3.28 Z: പുനഃസജ്ജമാക്കുക
| 【കോഡ്】 | XNUMX('ഉ') |
| 【ഫംഗ്ഷൻ】 | പുനഃസജ്ജമാക്കുക |
| 【സംവിധാനം】 | ബാഹ്യ കൺട്രോളർ → സോൾഡറിംഗ് കൺട്രോളർ |
| 【ഡാറ്റ】 | ഒന്നുമില്ല |
| 【വിശദീകരണം】 | ഇത് സോളിഡിംഗ് കൺട്രോളറിലേക്ക് റീസെറ്റ് അറിയിക്കുന്നു. |
| 1 | 2 | 3 | 4 | 5 |
| എസ്.ടി.എക്സ് | 'യു' | ETX | SUM | |
I/O അസൈൻമെന്റ്
12.1 കണക്ടറിന്റെ ടെർമിനൽ ക്രമീകരണം
| സിഗ്നൽ നാമം | |||
| 40 | 0V | 39 | |
| 38 | 0V | ലൈൻ മൂവ് എൻഡ് | 37 |
| 36 | SEL200 | 35 | |
| 34 | EXT24V ഡെവലപ്പർമാർ | SEL100 | 33 |
| 32 | 24V | എയർ ബ്ലോ | 31 |
| 30 | 24V | ഇരുമ്പ് U/D | 29 |
| 28 | S- | 27 | |
| 26 | S+ | 25 | |
| 24 | പുനഃസജ്ജമാക്കുക | 23 | |
| 22 | ഓക്സ് ഔട്ട് | നിർത്തുക | 21 |
| 20 | ആരംഭിക്കുക | 19 | |
| 18 | 17 | ||
| 16 | SEL64 | 15 | |
| 14 | ഇരുമ്പ് യൂണിറ്റ് പിശക് | SEL32 | 13 |
| 12 | സോൾഡർ പിശക് | SEL16 | 11 |
| 10 | എ.സി.കെ | SEL8 | 9 |
| 8 | അവസാനിക്കുന്നു | SEL4 | 7 |
| 6 | ഓടുന്നു | SEL2 | 5 |
| 4 | തയ്യാർ | SEL1 | 3 |
| 2 | ഇ.എം.ആർ | ഇ.എം.ആർ | 1 |
 കണക്റ്റർ XG4A-4034 (OMRON)
കണക്റ്റർ XG4A-4034 (OMRON)
- കണക്ഷൻ ഹാർനെസ് അന്തിമ ഉപയോക്താവ് നൽകണം.
സർക്യൂട്ട് ബോർഡിലെ സ്വിച്ച് വഴി I/O യുടെ ഊർജ്ജ സ്രോതസ്സും ധ്രുവീകരണവും സ്വിച്ച് ചെയ്യാൻ കഴിയും.
| സ്വിച്ച് നമ്പർ | ഉള്ളടക്കം | ഓണായിരിക്കുമ്പോൾ | ഓഫായിരിക്കുമ്പോൾ |
| DS1 | വിതരണ ഊർജ്ജ സ്രോതസ്സ് മാറ്റുന്നു | ബാഹ്യ വൈദ്യുതി വിതരണം | ആന്തരിക വൈദ്യുതി വിതരണം |
| DS2 | ബാഹ്യ ഉപകരണ ഔട്ട്പുട്ട് യൂണിറ്റ് സ്പെസിഫിക്കേഷൻ (PLC മുതലായവ) | എൻ.പി.എൻ | പി.എൻ.പി |
| DS3 | ബാഹ്യ ഉപകരണ ഇൻപുട്ട് യൂണിറ്റ് സ്പെസിഫിക്കേഷൻ (PLC മുതലായവ) | പി.എൻ.പി | എൻ.പി.എൻ |
 കൺട്രോളറിന്റെ ഇടത് വശത്തെ കവറിലെ സർക്യൂട്ട് ബോർഡിലാണ് ഈ സ്വിച്ചുകൾ.
കൺട്രോളറിന്റെ ഇടത് വശത്തെ കവറിലെ സർക്യൂട്ട് ബോർഡിലാണ് ഈ സ്വിച്ചുകൾ.
12.2 ആന്തരിക സർക്യൂട്ട് ഡയഗ്രം (പാറ്റേൺ ഡയഗ്രം) 
ബാഹ്യ പവർ സ്രോതസ്സിനും ആന്തരിക പവർ സ്രോതസ്സിനും, ഇനിപ്പറയുന്ന വ്യവസ്ഥയിൽ I/O പിന്നിന്റെ നിലവിലെ മൂല്യം ഉപയോഗിക്കണമെന്ന് ദയവായി ഉറപ്പാക്കുക;
ഇൻപുട്ട് വശം 5mA-ന് താഴെയുള്ള ഔട്ട്പുട്ട് വശം 100mA-ന് താഴെ
ബാഹ്യ ഊർജ്ജ സ്രോതസ്സ് ഉപയോഗിക്കുമ്പോൾ, ദയവായി അത് വോള്യത്തിൽ ഉപയോഗിക്കുകtage 24V±10% പരിധിക്കുള്ളിൽ.
12.3 ഡിജിറ്റൽ ഇൻപുട്ട് സിഗ്നൽ
| പിൻ നമ്പർ. | ടെർമിനൽ പേര് | സിഗ്നൽ നാമം | വിവരണം |
| 1 | ഇ.എം.ആർ | അടിയന്തര സ്റ്റോപ്പ് | അടിയന്തരാവസ്ഥയിൽ യന്ത്രം നിർത്തുന്നു. ഇത് സാധാരണയായി ഓൺ ഓഫ് നോ വോളിലാണ് ഉപയോഗിക്കുന്നത്tage. ഈ ടെർമിനൽ റിലീസ് ചെയ്താൽ, എല്ലാ സോളിഡിംഗ് പ്രവർത്തനവും നിർത്തുകയും ഹീറ്റർ ഓഫ് ചെയ്യുകയും ചെയ്യും. ചുരുക്കിയ ശേഷം (എസ്ടിഎ സജ്ജീകരിക്കുമ്പോൾ), റീസെറ്റ് സിഗ്നൽ നൽകുക. |
| 2 | |||
| 3 | SEL1 | പ്രോഗ്. 1 തിരഞ്ഞെടുക്കുക | സോളിഡിംഗ് അവസ്ഥ നമ്പർ തിരഞ്ഞെടുക്കുക. ബൈനറി നമ്പർ പ്രകാരം SEL100, SEL200 എന്നിവയുമായി സംയോജിപ്പിച്ച് സോൾഡറിംഗ് അവസ്ഥ നമ്പർ സജ്ജമാക്കുക. ഇത് ON ആണ് സജ്ജീകരിച്ചിരിക്കുന്നത്. 000 ക്ലീനിംഗ് WK100 101~199 പോയിന്റ് സോളിഡിംഗ് WK101~199 201~299 സ്ലൈഡ് സോളിഡിംഗ് WK201~299 301~399 പ്രത്യേക സോളിഡിംഗ് WK301~399 മുൻ ക്രമീകരണംample ക്ലീനിംഗ് WK100: എല്ലാം ഓഫാണ്\ പോയിന്റ് സോൾഡറിംഗ് WK101: SEL100, SEL1 എന്നിവ സ്ലൈഡ് സോൾഡറിംഗ് WK205 ഓൺ ആണ്: SEL200, SEL1, SEL4 എന്നിവ ഓണാണ് |
| 5 | SEL2 | പ്രോഗ്. 2 തിരഞ്ഞെടുക്കുക | |
| 7 | SEL4 | പ്രോഗ്. 4 തിരഞ്ഞെടുക്കുക | |
| 9 | SEL8 | പ്രോഗ്. 8 തിരഞ്ഞെടുക്കുക | |
| 11 | SEL16 | പ്രോഗ്. 16 തിരഞ്ഞെടുക്കുക | |
| 13 | SEL32 | പ്രോഗ്. 32 തിരഞ്ഞെടുക്കുക | |
| 15 | SEL64 | പ്രോഗ്. 64 തിരഞ്ഞെടുക്കുക | |
| 19 | ആരംഭിക്കുക | സിഗ്നൽ ആരംഭിക്കുക | ഇത് യാന്ത്രിക പ്രവർത്തനം ആരംഭിക്കുന്നു.\ സെൻസർ, സ്വിച്ച് മുതലായവ മുഖേനയുള്ള ഇൻപുട്ടാണ് സിഗ്നൽ. (മിനിമം പൾസ് വീതി 100 മി.യിൽ കൂടുതലാണ്.) റെഡി ഔട്ട്പുട്ട് ഓണായിരിക്കുമ്പോൾ, അത് ഇൻപുട്ട് സ്വീകരിക്കുന്നു. |
| 21 | നിർത്തുക | സ്റ്റോപ്പ് സിഗ്നൽ | യാന്ത്രിക പ്രവർത്തനം നിർത്തുന്നു.
(കുറഞ്ഞ പൾസ് വീതി 100 മില്ലിമീറ്ററിൽ കൂടുതലാണ്.) |
| 23 | പുനഃസജ്ജമാക്കുക | സിഗ്നൽ പുനഃസജ്ജമാക്കുക | ഹീറ്റർ പിശക് ഒഴികെയുള്ള എമർജൻസി സ്റ്റോപ്പ് അല്ലെങ്കിൽ പിശക് അവസ്ഥയിൽ നിന്ന് ഇത് മടങ്ങുന്നു. Input the signal after releasing Emergency stop or Error condition. (Minimum pulse width is more than 100ms.) (താപനില അലാറം ഒഴികെയുള്ള ഹീറ്റർ പിശക് പുനഃസജ്ജമാക്കാൻ, ഉപകരണം പുനരാരംഭിക്കുക.) |
| 25 | S+ | സോൾഡർ മുന്നോട്ട് | ഇത് ഫീഡറിൽ നിന്ന് സോൾഡർ വയർ ഫോർവേഡ് ചെയ്യുന്നു. സിസ്റ്റം പാരാമീറ്ററിന്റെ Ms-സ്പീഡ് ഉപയോഗിച്ച് ഫീഡിംഗ് വേഗത സജ്ജമാക്കാൻ കഴിയും. (S- ഉപയോഗിച്ച് ഒരേ സമയം ഓൺ ചെയ്യരുത്.) |
| 27 | S- | സോൾഡർ ഫീഡിംഗ് റിവേഴ്സ് | ഇത് ഫീഡറിലേക്ക് സോൾഡർ വയർ റിവേഴ്സ് ചെയ്യുന്നു. സിസ്റ്റം പാരാമീറ്ററിന്റെ Ms-സ്പീഡ് ഉപയോഗിച്ച് റിവേഴ്സ് സ്പീഡ് സജ്ജമാക്കാൻ കഴിയും. (S+ ഉപയോഗിച്ച് ഒരേ സമയം ഓൺ ചെയ്യരുത്.) |
| 29 | ഇരുമ്പ് U/D | ഇരുമ്പ് യൂണിറ്റ് മുകളിലേക്കും താഴേക്കും | ഇത് ഇരുമ്പ് യൂണിറ്റ് മുകളിലേക്കും താഴേക്കും പ്രവർത്തിപ്പിക്കുന്നു. ഓൺ: അയൺ ഡൗൺ ഓഫ്: അയൺ അപ്പ് |
| 31 | എയർ ബ്ലോ | എയർ ബ്ലോ | ടിപ്പ് ക്ലീനിംഗിനായി ഇത് ON-ൽ എയർ ബ്ലോ പ്രവർത്തിപ്പിക്കുന്നു. |
| 33 | SEL100 | പ്രോഗ്. 100 തിരഞ്ഞെടുക്കുക | SEL1 ~ 64-മായി സംയോജിപ്പിക്കുന്ന സോൾഡറിംഗ് അവസ്ഥ നമ്പർ തിരഞ്ഞെടുക്കുക. SEL100, SEL1 ~ 64-നൊപ്പം ഓണായിരിക്കുമ്പോൾ, 100 ചേർക്കുന്നു. SEL200 ~ 1 ഉപയോഗിച്ച് SEL64 ഓണായിരിക്കുമ്പോൾ, 200 ചേർക്കും. SEL100 ഉം SEL200 ഉം ഓണായിരിക്കുമ്പോൾ, 300 ചേർക്കുന്നു. |
| 35 | SEL200 | പ്രോഗ്. 200 തിരഞ്ഞെടുക്കുക | |
| 37 | ലൈൻ മൂവ് എൻഡ് | സ്ലൈഡ് സോളിഡിംഗ് അവസാനം | ഇത് പ്രത്യേക സോൾഡറിംഗിന്റെ ഈസി ലൈൻ സോളിഡിംഗ് നിർത്തുന്നു. |
| 30 | 24V | DC24V ഔട്ട്പുട്ട് | OMEGA യുടെ ആന്തരിക പവർ സപ്ലൈ വഴിയുള്ള DC24V ആണ് ഇത്. പരമാവധി. വൈദ്യുതി വിതരണ കറന്റ് 500mA ആണ്. |
| 32 | |||
| 34 | EXT 24V | ബാഹ്യ വൈദ്യുതി വിതരണ ഇൻപുട്ട് | ബാഹ്യ വൈദ്യുതി വിതരണത്തിനായി 24V ഇൻപുട്ട്. നിങ്ങൾ ഈ ഇൻപുട്ട് ഉപയോഗിക്കുമ്പോൾ, സൈഡ് കവർ തുറന്ന് സർക്യൂട്ട് ബോർഡിലെ DIP സ്വിച്ച് ബാഹ്യ ഇൻപുട്ട് വശത്തേക്ക് സ്ലൈഡ് ചെയ്യുക. DIP സ്വിച്ച് ഫാക്ടറി ക്രമീകരണത്തിൽ ആന്തരിക പവർ സപ്ലൈ ആയി സജ്ജീകരിച്ചിരിക്കുന്നു. |
- സിസ്റ്റം പാരാമീറ്ററിന്റെ തരം COM / LAN ആയി സജ്ജീകരിക്കുമ്പോൾ, ഡിജിറ്റൽ ഇൻപുട്ട് സിഗ്നലിന്റെ ഓരോ ഇനത്തിനും ഫംഗ്ഷൻ യോജിക്കുന്നു പ്രവർത്തിക്കില്ല. (എമർജൻസി സ്റ്റോപ്പ് ഒഴികെ)
- സിസ്റ്റം പാരാമീറ്റർ തരം I/O / LAN ആയി സജ്ജീകരിക്കുമ്പോൾ, FEED+, FEED-, S+, S- എന്നിവയിൽ ഏതെങ്കിലും ഒരേ സമയം ഇൻപുട്ട് ആണെങ്കിൽ, അത് നേരത്തെ ലഭിച്ച ഇൻപുട്ട് പിന്തുടർന്ന് പ്രവർത്തിക്കുന്നു. പിന്നീട് ഇൻപുട്ട് ചെയ്ത സിഗ്നലിനെ ഇത് അവഗണിക്കുന്നു.
(ഇത് LAN-ലേക്ക് സജ്ജീകരിക്കുമ്പോൾ, മോഡ്ബസ് ടിസിപി കമ്മ്യൂണിക്കേഷന് ലഭിച്ച S+ & S- ഡാറ്റ ഉപയോഗിച്ച് അത് വിലയിരുത്തുന്നു.) - N കോൺടാക്റ്റ് ഒ.എം. ഒ.എഫ്
12.4 ഡിജിറ്റൽ ഔട്ട്പുട്ട് സിഗ്നൽ
| പിൻ നമ്പർ. | ടെർമിനൽ പേര് | സിഗ്നൽ നാമം | വിവരണം |
| 4 | തയ്യാർ | റെഡി സിഗ്നൽ | യാന്ത്രിക പ്രവർത്തനം തയ്യാറാകുമ്പോൾ അത് ഓണാകും. |
| 6 | ഓടുന്നു | റണ്ണിംഗ് സിഗ്നൽ | യാന്ത്രിക പ്രവർത്തന സമയത്ത് ഇത് ഓണാക്കുന്നു. |
| 8 | അവസാനിക്കുന്നു | ഓപ്പറേഷൻ എൻഡ് സിഗ്നൽ | യാന്ത്രിക പ്രവർത്തനം അവസാനിക്കുമ്പോൾ അത് ഓണാകും. (സമയം ഏകദേശം 100മി.സി.) |
| 10 | എ.സി.കെ | ACK ഔട്ട്പുട്ട് | സ്ലൈഡ് സോൾഡറിംഗിൽ ചലിക്കുന്ന അച്ചുതണ്ടിന്റെ സമയം ഇത് ഔട്ട്പുട്ട് ചെയ്യുന്നു. WK ക്രമീകരണത്തിന്റെ STEP 4 ACK-ൽ സജ്ജീകരിച്ച സമയത്തിന് ശേഷം അത് ഓണാകുന്നു.. (ഓൺ സമയം ഏകദേശം. 100മി.) |
| 12 | സോൾഡർ പിശക് | സോൾഡർ പിശക് സിഗ്നൽ | ഇത് സോൾഡർ ഷോറിൽ ഔട്ട്പുട്ട് ചെയ്യുന്നുtagഇ അല്ലെങ്കിൽ സോൾഡർ അടഞ്ഞുപോയി. സോൾഡർ ഷോറിൽ പുതിയ സോൾഡർ വയർ മാറ്റിസ്ഥാപിക്കുമ്പോൾ അത് സ്വയമേവ തിരിച്ചെത്തുന്നുtage. അടഞ്ഞ സോൾഡർ നീക്കം ചെയ്യുക, സോൾഡർ ഷോറിൽ റീസെറ്റ് സിഗ്നൽ നൽകുകtage. |
| 14 | ഇരുമ്പ് യൂണിറ്റ് പിശക് | ഇരുമ്പ് യൂണിറ്റ് പിശക് സിഗ്നൽ | ഇത് സാധാരണ അവസ്ഥയിൽ ഓണാക്കുന്നു. താപനില പിശക്: സിസ്റ്റം പാരാമീറ്ററിൽ സജ്ജീകരിച്ചിരിക്കുന്ന താപനില അലാറം പരിധി കവിയുമ്പോൾ അത് ഓഫാകും. ഡിസ്പ്ലേ ഓറഞ്ച് നിറത്തിൽ മാറുന്നു. താപനില വീണ്ടെടുത്ത ശേഷം പിശക് സ്വയമേവ റിലീസ് ചെയ്യപ്പെടും. അയൺ യൂണിറ്റ് U/D: ഇരുമ്പ് യൂണിറ്റ് അപ്/ഡൗൺ സെൻസർ പ്രവർത്തിക്കാത്തപ്പോൾ അത് ഓഫാകും. പിശക് കാരണം പരിഹരിച്ചതിന് ശേഷം റീസെറ്റ് സിഗ്നൽ നൽകുക. |
| 22 | കൗണ്ടർ ഔട്ട് | ബാഹ്യ ഔട്ട്പുട്ട് 1 | ഈ ഔട്ട്പുട്ട് ഇരുമ്പ് ഷോട്ട് കൗണ്ടറിനുള്ളതാണ്. ക്ലീനിംഗ് ഒഴികെയുള്ള സൈക്കിളിന്റെ അവസാനം ഇത് ഓണാക്കുന്നു. (സമയം ഏകദേശം 100മി.സി.) |
| 38 | 0V | 0V COM | 0V COM എന്നത് ആന്തരികവും ബാഹ്യവുമായ വൈദ്യുതി വിതരണത്തിന് സാധാരണമാണ്. |
| 40 |
- സിസ്റ്റം പാരാമീറ്റർ തരം ROB-ലേക്ക് സജ്ജമാക്കുമ്പോൾ ഇത് ഔട്ട്പുട്ട് ചെയ്യുന്നു.
- “13 റഫർ ചെയ്യുക. സോൾഡറിംഗ് ഓപ്പറേഷൻ” ഔട്ട്പുട്ടിന്റെ സമയത്തെയും അവസ്ഥയെയും കുറിച്ച്.
സോൾഡറിംഗ് ഓപ്പറേഷൻ
I/O പോർട്ട്, സീരിയൽ കമ്മ്യൂണിക്കേഷൻ പോർട്ട് അല്ലെങ്കിൽ ഈതർ കമ്മ്യൂണിക്കേഷൻ പോർട്ട് എന്നിവയിൽ നിന്നുള്ള ഒരു കമാൻഡ് പിന്തുടർന്ന് സോൾഡറിംഗ് പ്രവർത്തനം പ്രവർത്തിക്കുന്നു.
ഇതിന് ഒരേ സമയം I/O പോർട്ടും സീരിയൽ കമ്മ്യൂണിക്കേഷൻ പോർട്ടും ഉപയോഗിക്കാൻ കഴിയില്ല.
സിസ്റ്റം പാരാമീറ്ററിന്റെ "ടൈപ്പ്" എന്നതിൽ ഏത് പോർട്ട് (I/O, COM അല്ലെങ്കിൽ LAN) ഉപയോഗിക്കണമെന്ന് ഇതിന് തിരഞ്ഞെടുക്കാനാകും.
തിരഞ്ഞെടുക്കാത്ത ഏതെങ്കിലും വിവര സിഗ്നലോ കമാൻഡോ അതിന് ലഭിക്കുമ്പോൾ, അത് അവഗണിക്കപ്പെടും.
ഉയർന്ന START സിഗ്നൽ കണ്ടെത്തിയതിന് ശേഷം ഇത് സോളിഡിംഗ് പ്രവർത്തനം ആരംഭിക്കുന്നു. ഇത് ആരംഭിച്ചതിന് ശേഷം, താപനില ഇൻപുട്ട് മൂല്യം ഒപ്റ്റിമൽ ലിമിറ്റ് സെൻസിറ്റിവിറ്റി സെറ്റിംഗ് മൂല്യത്തിന്റെ പരിധിയിൽ വരുന്നത് വരെ ഇത് കാത്തിരിക്കുന്നു.
13.1 പോയിന്റ് സോൾഡറിംഗ് ഓപ്പറേഷൻ
13.1.1 I/O പോർട്ട് വഴി സോൾഡറിംഗ് പ്രവർത്തനം
- SEL1, SEL2, SEL4, SEL8, SEL16, SEL32, SEL64, SEL100, SEL200 എന്നിവ പ്രകാരം ഒരു സോൾഡർ അവസ്ഥ നമ്പർ വ്യക്തമാക്കുക.
- START സിഗ്നൽ ഉപയോഗിച്ച് സോളിഡിംഗ് പ്രവർത്തനം ആരംഭിക്കുക. (സോൾഡർ കണ്ടീഷൻ നമ്പർ സ്പെസിഫിക്കേഷനിൽ നിന്ന് 100msec-ൽ കൂടുതൽ കാലതാമസം ആവശ്യമാണ്)
- START സിഗ്നൽ ലഭിക്കുമ്പോൾ, READY സിഗ്നൽ LOW ആയി മാറുന്നു.
- START സിഗ്നൽ ലഭിക്കുമ്പോൾ, റണ്ണിംഗ് സിഗ്നൽ ഉയർന്നതായി മാറുന്നു.
- ഇത് സോൾഡർ ചെയ്യാൻ തുടങ്ങുന്നു.
- സോൾഡറിംഗ് പൂർത്തിയാകുമ്പോൾ, COUNTER OUT ഒരു പൾസ് ആയി ഔട്ട്പുട്ട് ചെയ്യുന്നു.
- COUNTER OUT ഒരു പൾസ് ആയി ഔട്ട്പുട്ട് ചെയ്ത ശേഷം, END ഒരു പൾസ് ആയി ഔട്ട്പുട്ട് ചെയ്യുന്നു.
- COUNTER OUT ഒരു പൾസ് ആയി ഔട്ട്പുട്ട് ചെയ്ത ശേഷം, READY സിഗ്നൽ ഉയർന്നതായി മാറുന്നു.
- COUNTER OUT ഒരു പൾസ് ആയി ഔട്ട്പുട്ട് ചെയ്ത ശേഷം, റണ്ണിംഗ് സിഗ്നൽ കുറവായി മാറുന്നു.
* START സിഗ്നൽ ഒരു പൾസ് ആയി ഔട്ട്പുട്ട് ചെയ്യേണ്ട ആവശ്യമില്ല. (ലാൻ ഓപ്പറേഷൻ ഒഴികെ)
സോൾഡറിംഗ് പ്രവർത്തനം ഇനിപ്പറയുന്നതാണ്.
- ഇത് താപനിലയെ 2-ആം താപനില നിയന്ത്രണത്തിലേക്ക് നിയന്ത്രിക്കുന്നു താപനില അല്ലെങ്കിൽ സജ്ജീകരണ താപനില.
- ഇത് 1st സോൾഡർ തുക / വേഗത ക്രമീകരണം അനുസരിച്ച് സോൾഡർ വയർ നൽകുന്നു.
- ഇത് 1st സോൾഡർ തുക / വേഗത ക്രമീകരണം അനുസരിച്ച് സോൾഡർ വയർ റിവേഴ്സ് ചെയ്യുന്നു.
- ഇത് ഇരുമ്പ് കുറയ്ക്കുന്നു.
- പ്രീ-ഹീറ്റ് സമയ ക്രമീകരണം അനുസരിച്ച് ഇത് കാത്തിരിക്കുന്നു.
- ഇത് രണ്ടാമത്തെ സോൾഡർ തുക / വേഗത ക്രമീകരണം അനുസരിച്ച് സോൾഡർ വയർ നൽകുന്നു.
- ഇത് രണ്ടാമത്തെ സോൾഡർ തുക / വേഗത ക്രമീകരണം അനുസരിച്ച് സോൾഡർ വയർ റിവേഴ്സ് ചെയ്യുന്നു.
- ചൂട് സമയ ക്രമീകരണം അനുസരിച്ച് ഇത് കാത്തിരിക്കുന്നു.
- അത് ഇരുമ്പ് ഉയർത്തുന്നു.
- ഇത് ക്രമീകരണ താപനിലയിലേക്ക് താപനില നിയന്ത്രിക്കുന്നു അല്ലെങ്കിൽ താപനില ക്രമീകരണം കാത്തിരിക്കുക. (കാത്തിരിപ്പ് സമയം സജ്ജീകരിക്കുമ്പോൾ, കാത്തിരിപ്പ് സമയം കഴിഞ്ഞതിന് ശേഷം അത് താപനില നിയന്ത്രിക്കുന്നു.)
13.1.2 സീരിയൽ കമ്മ്യൂണിക്കേഷൻ പോർട്ട് വഴി സോൾഡറിംഗ് ഓപ്പറേഷൻ
ഇതിന് സോൾഡർ അവസ്ഥ ക്രമീകരണത്തിൽ അനുയോജ്യമായ ഒരു WK നമ്പർ മുൻകൂട്ടി സജ്ജീകരിക്കേണ്ടതുണ്ട്. 13.2 സ്ലൈഡ് സോൾഡറിംഗ് ഓപ്പറേഷൻ
13.2 സ്ലൈഡ് സോൾഡറിംഗ് ഓപ്പറേഷൻ
13.2.1 I/O പോർട്ട് വഴി സോൾഡറിംഗ് പ്രവർത്തനം 
- SEL1, SEL2, SEL4, SEL8, SEL16, SEL32, SEL64, SEL100, SEL200 എന്നിവ പ്രകാരം ഒരു സോൾഡർ അവസ്ഥ നമ്പർ വ്യക്തമാക്കുക.
- START സിഗ്നൽ ഉപയോഗിച്ച് സോളിഡിംഗ് പ്രവർത്തനം ആരംഭിക്കുക. (സോൾഡർ കണ്ടീഷൻ നമ്പർ സ്പെസിഫിക്കേഷനിൽ നിന്ന് 100msec-ൽ കൂടുതൽ കാലതാമസം ആവശ്യമാണ്)
- START സിഗ്നൽ ലഭിക്കുമ്പോൾ, READY സിഗ്നൽ LOW ആയി മാറുന്നു.
- START സിഗ്നൽ ലഭിക്കുമ്പോൾ, റണ്ണിംഗ് സിഗ്നൽ ഉയർന്നതായി മാറുന്നു.
- ഇത് സോൾഡർ ചെയ്യാൻ തയ്യാറെടുക്കുന്നു.
- സോളിഡിംഗ് തയ്യാറാക്കൽ പൂർത്തിയാകുമ്പോൾ, ACK ഒരു പൾസ് ആയി ഔട്ട്പുട്ട് ചെയ്യുന്നു.
- ഇത് സോൾഡർ ചെയ്യാൻ തുടങ്ങുന്നു.
- സോൾഡറിംഗ് പൂർത്തിയാകുമ്പോൾ, COUNTER OUT ഒരു പൾസ് ആയി ഔട്ട്പുട്ട് ചെയ്യുന്നു.
- COUNTER OUT ഒരു പൾസ് ആയി ഔട്ട്പുട്ട് ചെയ്ത ശേഷം, END ഒരു പൾസ് ആയി ഔട്ട്പുട്ട് ചെയ്യുന്നു.
- COUNTER OUT ഒരു പൾസ് ആയി ഔട്ട്പുട്ട് ചെയ്ത ശേഷം, READY സിഗ്നൽ ഉയർന്നതായി മാറുന്നു.
- COUNTER OUT ഒരു പൾസ് ആയി ഔട്ട്പുട്ട് ചെയ്ത ശേഷം, റണ്ണിംഗ് സിഗ്നൽ കുറവായി മാറുന്നു.
* START സിഗ്നൽ ഒരു പൾസ് ആയി ഔട്ട്പുട്ട് ചെയ്യേണ്ട ആവശ്യമില്ല. (ലാൻ ഓപ്പറേഷൻ ഒഴികെ)
സോളിഡിംഗ് തയ്യാറാക്കൽ ഇപ്രകാരമാണ്.
- ഇത് താപനിലയെ 2-ആം താപനില നിയന്ത്രണത്തിലേക്ക് നിയന്ത്രിക്കുന്നു താപനില അല്ലെങ്കിൽ സജ്ജീകരണ താപനില.
- ഇത് 1st സോൾഡർ തുക / വേഗത ക്രമീകരണം അനുസരിച്ച് സോൾഡർ വയർ നൽകുന്നു.
- ഇത് 1st സോൾഡർ തുക / വേഗത ക്രമീകരണം അനുസരിച്ച് സോൾഡർ വയർ റിവേഴ്സ് ചെയ്യുന്നു.
- ഇത് ഇരുമ്പ് കുറയ്ക്കുന്നു.
- പ്രീ-ഹീറ്റ് സമയം അനുസരിച്ച് ഇത് കാത്തിരിക്കുന്നു.
സോൾഡറിംഗ് പ്രവർത്തനം ഇനിപ്പറയുന്നതാണ്.
- ഇത് രണ്ടാമത്തെ സോൾഡർ തുക / വേഗത ക്രമീകരണം അനുസരിച്ച് സോൾഡർ വയർ നൽകുന്നു.
- ഇത് രണ്ടാമത്തെ സോൾഡർ തുക / വേഗത ക്രമീകരണം അനുസരിച്ച് സോൾഡർ വയർ റിവേഴ്സ് ചെയ്യുന്നു.
- ചൂട് സമയ ക്രമീകരണം അനുസരിച്ച് ഇത് കാത്തിരിക്കുന്നു.
- മൂന്നാമത്തെ സോൾഡർ തുക / വേഗത ക്രമീകരണം അനുസരിച്ച് ഇത് സോൾഡർ വയർ നൽകുന്നു.
- മൂന്നാമത്തെ സോൾഡർ തുക / വേഗത ക്രമീകരണം അനുസരിച്ച് ഇത് സോൾഡർ വയർ റിവേഴ്സ് ചെയ്യുന്നു.
- അത് ഇരുമ്പ് ഉയർത്തുന്നു.
- ഇത് ക്രമീകരണ താപനിലയിലേക്ക് താപനില നിയന്ത്രിക്കുന്നു അല്ലെങ്കിൽ താപനില ക്രമീകരണം കാത്തിരിക്കുക. (കാത്തിരിപ്പ് സമയം സജ്ജീകരിക്കുമ്പോൾ, കാത്തിരിപ്പ് സമയം കഴിഞ്ഞതിന് ശേഷം അത് താപനില നിയന്ത്രിക്കുന്നു.)
13.2.2 സീരിയൽ കമ്മ്യൂണിക്കേഷൻ പോർട്ട് വഴി സോൾഡറിംഗ് ഓപ്പറേഷൻ
ഇതിന് സോൾഡർ അവസ്ഥ ക്രമീകരണത്തിൽ അനുയോജ്യമായ ഒരു WK നമ്പർ മുൻകൂട്ടി സജ്ജീകരിക്കേണ്ടതുണ്ട്. മുമ്പത്തെ പേജിൽ നിന്ന് തുടരുക
മുമ്പത്തെ പേജിൽ നിന്ന് തുടരുക 13.3 പ്രത്യേക സോൾഡറിംഗ് പോയിന്റ് സോൾഡറിംഗ് ഓപ്പറേഷൻ
13.3 പ്രത്യേക സോൾഡറിംഗ് പോയിന്റ് സോൾഡറിംഗ് ഓപ്പറേഷൻ
13.3.1 I/O പോർട്ട് വഴി സോൾഡറിംഗ് പ്രവർത്തനം
ടൈമിംഗ് ചാർട്ടിനെയും സമയത്തെയും കുറിച്ച് "13.1.1 സോൾഡറിംഗ് ഓപ്പറേഷൻ ബൈ I/O പോർട്ട്" കാണുക.
സോൾഡറിംഗ് പ്രവർത്തനം ഇനിപ്പറയുന്നതാണ്.
- ഇത് താപനിലയെ 2-ആം താപനില നിയന്ത്രണത്തിലേക്ക് നിയന്ത്രിക്കുന്നു താപനില അല്ലെങ്കിൽ സജ്ജീകരണ താപനില.
- ഇത് 1st സോൾഡർ തുക / വേഗത ക്രമീകരണം അനുസരിച്ച് സോൾഡർ വയർ നൽകുന്നു.
- ഇത് 1st സോൾഡർ തുക / വേഗത ക്രമീകരണം അനുസരിച്ച് സോൾഡർ വയർ റിവേഴ്സ് ചെയ്യുന്നു.
- ഇത് ഇരുമ്പ് കുറയ്ക്കുന്നു.
- പ്രീ-ഹീറ്റ് സമയം അനുസരിച്ച് ഇത് കാത്തിരിക്കുന്നു.
- ഇത് രണ്ടാമത്തെ സോൾഡർ തുക / വേഗത ക്രമീകരണം അനുസരിച്ച് സോൾഡർ വയർ നൽകുന്നു.
- ഇത് രണ്ടാമത്തെ സോൾഡർ തുക / വേഗത ക്രമീകരണം അനുസരിച്ച് സോൾഡർ വയർ റിവേഴ്സ് ചെയ്യുന്നു.
- ചൂട് സമയ ക്രമീകരണം അനുസരിച്ച് ഇത് കാത്തിരിക്കുന്നു.
- മൂന്നാമത്തെ സോൾഡർ തുക / വേഗത ക്രമീകരണം അനുസരിച്ച് ഇത് സോൾഡർ വയർ നൽകുന്നു.
- മൂന്നാമത്തെ സോൾഡർ തുക / വേഗത ക്രമീകരണം അനുസരിച്ച് ഇത് സോൾഡർ വയർ റിവേഴ്സ് ചെയ്യുന്നു.
- അത് ഇരുമ്പ് ഉയർത്തുന്നു.
- ഇത് ക്രമീകരണ താപനിലയിലേക്ക് താപനില നിയന്ത്രിക്കുന്നു അല്ലെങ്കിൽ താപനില ക്രമീകരണം കാത്തിരിക്കുക. (കാത്തിരിപ്പ് സമയം സജ്ജീകരിക്കുമ്പോൾ, കാത്തിരിപ്പ് സമയം കഴിഞ്ഞതിന് ശേഷം അത് താപനില നിയന്ത്രിക്കുന്നു.)
13.3.2 സീരിയൽ കമ്മ്യൂണിക്കേഷൻ പോർട്ട് വഴി സോൾഡറിംഗ് ഓപ്പറേഷൻ
ഇതിന് സോൾഡർ അവസ്ഥ ക്രമീകരണത്തിൽ അനുയോജ്യമായ ഒരു WK നമ്പർ മുൻകൂട്ടി സജ്ജീകരിക്കേണ്ടതുണ്ട്.
13.4 പ്രത്യേക സോൾഡറിംഗ് സ്ലൈഡ് സോൾഡറിംഗ് ഓപ്പറേഷൻ
13.4.1 I/O പോർട്ട് വഴി സോൾഡറിംഗ് പ്രവർത്തനം
ടൈമിംഗ് ചാർട്ടിന്റെയും സമയത്തിന്റെയും വിശദാംശങ്ങൾക്കായി "I/O പോർട്ട് വഴിയുള്ള 13.2.1 സോൾഡറിംഗ് ഓപ്പറേഷൻ" കാണുക.
സോൾഡറിംഗ് പ്രവർത്തനം ഇനിപ്പറയുന്നതാണ്.
- ഇത് താപനിലയെ 2-ആം താപനില നിയന്ത്രണത്തിലേക്ക് നിയന്ത്രിക്കുന്നു താപനില അല്ലെങ്കിൽ സജ്ജീകരണ താപനില.
- ഇത് 1st സോൾഡർ തുക / വേഗത ക്രമീകരണം അനുസരിച്ച് സോൾഡർ വയർ നൽകുന്നു.
- ഇത് 1st സോൾഡർ തുക / വേഗത ക്രമീകരണം അനുസരിച്ച് സോൾഡർ വയർ റിവേഴ്സ് ചെയ്യുന്നു.
- ഇത് ഇരുമ്പ് കുറയ്ക്കുന്നു.
- പ്രീ-ഹീറ്റ് സമയ ക്രമീകരണം അനുസരിച്ച് ഇത് കാത്തിരിക്കുന്നു.
- ①സോൾഡർ പൂൾ സമയം ആരംഭിക്കുന്നു. ഇത് പൂർത്തിയാകുമ്പോൾ, ACK ഒരു പൾസ് ആയി ഔട്ട്പുട്ട് ചെയ്യുന്നു.
②ഇത് രണ്ടാമത്തെ സോൾഡർ തുക / വേഗത ക്രമീകരണം അനുസരിച്ച് സോൾഡർ വയർ നൽകുന്നു.
*①, ② എന്നിവ ഒരേ സമയം ആരംഭിക്കുകയും അവ രണ്ടും പൂർത്തിയാകുകയും ചെയ്യുമ്പോൾ, അത് 2nd സോൾഡർ റിവേഴ്സിംഗിലേക്ക് മാറ്റുന്നു. (①സോൾഡർ പൂൾ സമയം കൂടുതലാണെങ്കിൽ, ② പൂർത്തിയാകുമ്പോൾ, അത് സോൾഡർ വയർ നൽകുന്നത് നിർത്തുകയും ① പൂർത്തിയാകുന്നതുവരെ കാത്തിരിക്കുകയും ചെയ്യുന്നു.) - ഇത് രണ്ടാമത്തെ സോൾഡർ തുക / വേഗത ക്രമീകരണം അനുസരിച്ച് സോൾഡർ വയർ നൽകുന്നു.
- ഇത് രണ്ടാമത്തെ സോൾഡർ തുക / വേഗത ക്രമീകരണം അനുസരിച്ച് സോൾഡർ വയർ റിവേഴ്സ് ചെയ്യുന്നു.
- ചൂട് സമയ ക്രമീകരണം അനുസരിച്ച് ഇത് കാത്തിരിക്കുന്നു.
- മൂന്നാമത്തെ സോൾഡർ തുക / വേഗത ക്രമീകരണം അനുസരിച്ച് ഇത് സോൾഡർ വയർ നൽകുന്നു.
- മൂന്നാമത്തെ സോൾഡർ തുക / വേഗത ക്രമീകരണം അനുസരിച്ച് ഇത് സോൾഡർ വയർ റിവേഴ്സ് ചെയ്യുന്നു.
- അത് ഇരുമ്പ് ഉയർത്തുന്നു.
- ഇത് ക്രമീകരണ താപനിലയിലേക്ക് താപനില നിയന്ത്രിക്കുന്നു അല്ലെങ്കിൽ താപനില ക്രമീകരണം കാത്തിരിക്കുക. (കാത്തിരിപ്പ് സമയം സജ്ജീകരിക്കുമ്പോൾ, കാത്തിരിപ്പ് സമയം കഴിഞ്ഞതിന് ശേഷം അത് താപനില നിയന്ത്രിക്കുന്നു.)
13.4.2 സീരിയൽ കമ്മ്യൂണിക്കേഷൻ പോർട്ട് വഴി സോൾഡറിംഗ് ഓപ്പറേഷൻ
ഇതിന് സോൾഡർ അവസ്ഥ ക്രമീകരണത്തിൽ അനുയോജ്യമായ ഒരു WK നമ്പർ മുൻകൂട്ടി സജ്ജീകരിക്കേണ്ടതുണ്ട്. 13.5 പ്രത്യേക സോൾഡറിംഗ് പോയിന്റ് സോൾഡറിംഗ് ഓപ്പറേഷൻ (അയൺ അപ്പ് മോഷൻ ഇല്ലാതെ)
13.5 പ്രത്യേക സോൾഡറിംഗ് പോയിന്റ് സോൾഡറിംഗ് ഓപ്പറേഷൻ (അയൺ അപ്പ് മോഷൻ ഇല്ലാതെ)
13.5.1 I/O പോർട്ട് വഴി സോൾഡറിംഗ് പ്രവർത്തനം
ടൈമിംഗ് ചാർട്ടിന്റെയും സമയത്തിന്റെയും വിശദാംശങ്ങൾക്കായി "I/O പോർട്ട് വഴിയുള്ള 13.1.1 സോൾഡറിംഗ് ഓപ്പറേഷൻ" കാണുക.
സോൾഡറിംഗ് പ്രവർത്തനം ഇനിപ്പറയുന്നതാണ്.
- ഇത് താപനിലയെ 2-ആം താപനില നിയന്ത്രണത്തിലേക്ക് നിയന്ത്രിക്കുന്നു താപനില അല്ലെങ്കിൽ സജ്ജീകരണ താപനില.
- ഇത് 1st സോൾഡർ തുക / വേഗത ക്രമീകരണം അനുസരിച്ച് സോൾഡർ വയർ നൽകുന്നു.
- ഇത് 1st സോൾഡർ തുക / വേഗത ക്രമീകരണം അനുസരിച്ച് സോൾഡർ വയർ റിവേഴ്സ് ചെയ്യുന്നു.
- ഇത് ഇരുമ്പ് യൂണിറ്റ് കുറയ്ക്കുന്നു.
- പ്രീ-ഹീറ്റ് സമയ ക്രമീകരണം അനുസരിച്ച് ഇത് കാത്തിരിക്കുന്നു.
- ഇത് രണ്ടാമത്തെ സോൾഡർ തുക / വേഗത ക്രമീകരണം അനുസരിച്ച് സോൾഡർ വയർ നൽകുന്നു.
- ഇത് രണ്ടാമത്തെ സോൾഡർ തുക / വേഗത ക്രമീകരണം അനുസരിച്ച് സോൾഡർ വയർ റിവേഴ്സ് ചെയ്യുന്നു.
- ചൂട് സമയ ക്രമീകരണം അനുസരിച്ച് ഇത് കാത്തിരിക്കുന്നു.
- മൂന്നാമത്തെ സോൾഡർ തുക / വേഗത ക്രമീകരണം അനുസരിച്ച് ഇത് സോൾഡർ വയർ നൽകുന്നു.
- മൂന്നാമത്തെ സോൾഡർ തുക / വേഗത ക്രമീകരണം അനുസരിച്ച് ഇത് സോൾഡർ വയർ റിവേഴ്സ് ചെയ്യുന്നു.
- ഇത് ക്രമീകരണ താപനിലയിലേക്ക് താപനില നിയന്ത്രിക്കുന്നു അല്ലെങ്കിൽ താപനില ക്രമീകരണം കാത്തിരിക്കുക. (കാത്തിരിപ്പ് സമയം സജ്ജീകരിക്കുമ്പോൾ, കാത്തിരിപ്പ് സമയം കഴിഞ്ഞതിന് ശേഷം അത് താപനില നിയന്ത്രിക്കുന്നു.)
13.5.2 സീരിയൽ കമ്മ്യൂണിക്കേഷൻ പോർട്ട് വഴി സോൾഡറിംഗ് ഓപ്പറേഷൻ
ഇതിന് സോൾഡർ അവസ്ഥ ക്രമീകരണത്തിൽ അനുയോജ്യമായ ഒരു WK നമ്പർ മുൻകൂട്ടി സജ്ജീകരിക്കേണ്ടതുണ്ട്. 13.6 പ്രത്യേക സോൾഡറിംഗ് ഈസി സ്ലൈഡ് സോൾഡറിംഗ് ഓപ്പറേഷൻ
13.6 പ്രത്യേക സോൾഡറിംഗ് ഈസി സ്ലൈഡ് സോൾഡറിംഗ് ഓപ്പറേഷൻ
13.6.1 I/O പോർട്ട് വഴി സോൾഡറിംഗ് പ്രവർത്തനം 
- SEL1, SEL2, SEL4, SEL8, SEL16, SEL32, SEL64, SEL100, SEL200 എന്നിവ പ്രകാരം ഒരു സോൾഡർ അവസ്ഥ നമ്പർ വ്യക്തമാക്കുക.
- START സിഗ്നൽ ഉപയോഗിച്ച് സോളിഡിംഗ് പ്രവർത്തനം ആരംഭിക്കുക. (സോൾഡർ കണ്ടീഷൻ നമ്പർ സ്പെസിഫിക്കേഷനിൽ നിന്ന് 100msec-ൽ കൂടുതൽ കാലതാമസം ആവശ്യമാണ്)
- START സിഗ്നൽ ലഭിക്കുമ്പോൾ, READY സിഗ്നൽ LOW ആയി മാറുന്നു.
- START സിഗ്നൽ ലഭിക്കുമ്പോൾ, റണ്ണിംഗ് സിഗ്നൽ ഉയർന്നതായി മാറുന്നു.
- ഇത് സോൾഡർ ചെയ്യാൻ തയ്യാറെടുക്കുന്നു.
- സോളിഡിംഗ് തയ്യാറാക്കൽ പൂർത്തിയാകുമ്പോൾ, ACK ഒരു പൾസ് ആയി ഔട്ട്പുട്ട് ചെയ്യുന്നു.
- ഇത് സോൾഡർ ചെയ്യാൻ തുടങ്ങുന്നു.
- അത് തത്സമയ ചലന സിഗ്നൽ കണ്ടെത്തുമ്പോൾ, അത് സോളിഡിംഗ് പൂർത്തിയാക്കുന്നു.
- സോൾഡറിംഗ് പൂർത്തിയാകുമ്പോൾ, COUNTER OUT ഒരു പൾസ് ആയി ഔട്ട്പുട്ട് ചെയ്യുന്നു.
- COUNTER OUT ഒരു പൾസ് ആയി ഔട്ട്പുട്ട് ചെയ്ത ശേഷം, END ഒരു പൾസ് ആയി ഔട്ട്പുട്ട് ചെയ്യുന്നു.
- COUNTER OUT ഒരു പൾസ് ആയി ഔട്ട്പുട്ട് ചെയ്ത ശേഷം, READY സിഗ്നൽ ഉയർന്നതായി മാറുന്നു.
- COUNTER OUT ഒരു പൾസ് ആയി ഔട്ട്പുട്ട് ചെയ്ത ശേഷം, റണ്ണിംഗ് സിഗ്നൽ കുറവായി മാറുന്നു.
* START സിഗ്നൽ ഒരു പൾസ് ആയി ഔട്ട്പുട്ട് ചെയ്യേണ്ട ആവശ്യമില്ല. (ലാൻ ഓപ്പറേഷൻ ഒഴികെ)
സോളിഡിംഗ് തയ്യാറാക്കൽ ഇപ്രകാരമാണ്.
- ഇത് താപനിലയെ 2-ആം താപനില നിയന്ത്രണത്തിലേക്ക് നിയന്ത്രിക്കുന്നു താപനില അല്ലെങ്കിൽ സജ്ജീകരണ താപനില.
- ഇത് 1st സോൾഡർ തുക / വേഗത ക്രമീകരണം അനുസരിച്ച് സോൾഡർ വയർ നൽകുന്നു.
- ഇത് 1st സോൾഡർ തുക / വേഗത ക്രമീകരണം അനുസരിച്ച് സോൾഡർ വയർ റിവേഴ്സ് ചെയ്യുന്നു.
- ഇത് ഇരുമ്പ് കുറയ്ക്കുന്നു.
- പ്രീ-ഹീറ്റ് സമയം അനുസരിച്ച് ഇത് കാത്തിരിക്കുന്നു.
സോൾഡറിംഗ് പ്രവർത്തനം ഇനിപ്പറയുന്നതാണ്.
- ഇത് രണ്ടാമത്തെ സോൾഡർ തുക / വേഗത ക്രമീകരണം അനുസരിച്ച് സോൾഡർ വയർ നൽകുന്നു.
- ഇത് സോളിഡിംഗ് പൂർത്തീകരണ സിഗ്നലിനായി കാത്തിരിക്കുന്നു.
- ഇത് രണ്ടാമത്തെ സോൾഡർ തുക / വേഗത ക്രമീകരണം അനുസരിച്ച് സോൾഡർ വയർ റിവേഴ്സ് ചെയ്യുന്നു.
- ചൂട് സമയ ക്രമീകരണം അനുസരിച്ച് ഇത് കാത്തിരിക്കുന്നു.
- അത് ഇരുമ്പ് ഉയർത്തുന്നു.
- ഇത് ക്രമീകരണ താപനിലയിലേക്ക് താപനില നിയന്ത്രിക്കുന്നു അല്ലെങ്കിൽ താപനില ക്രമീകരണം കാത്തിരിക്കുക. (കാത്തിരിപ്പ് സമയം സജ്ജീകരിക്കുമ്പോൾ, കാത്തിരിപ്പ് സമയം കഴിഞ്ഞതിന് ശേഷം അത് താപനില നിയന്ത്രിക്കുന്നു.)
13.6.2 സീരിയൽ കമ്മ്യൂണിക്കേഷൻ പോർട്ട് വഴി സോൾഡറിംഗ് ഓപ്പറേഷൻ
ഇതിന് സോൾഡർ അവസ്ഥ ക്രമീകരണത്തിൽ അനുയോജ്യമായ ഒരു WK നമ്പർ മുൻകൂട്ടി സജ്ജീകരിക്കേണ്ടതുണ്ട്.
 13.7 പ്രത്യേക സോൾഡറിംഗ് പ്രീ-സോൾഡർ ഓപ്പറേഷൻ
13.7 പ്രത്യേക സോൾഡറിംഗ് പ്രീ-സോൾഡർ ഓപ്പറേഷൻ
13.7.1 I/O പോർട്ട് വഴി സോൾഡറിംഗ് പ്രവർത്തനം
- SEL1, SEL2, SEL4, SEL8, SEL16, SEL32, SEL64, SEL100, SEL200 എന്നിവ പ്രകാരം ഒരു സോൾഡർ അവസ്ഥ നമ്പർ വ്യക്തമാക്കുക.
- START സിഗ്നൽ ഉപയോഗിച്ച് സോളിഡിംഗ് പ്രവർത്തനം ആരംഭിക്കുക.
(സോൾഡർ കണ്ടീഷൻ നമ്പർ സ്പെസിഫിക്കേഷനിൽ നിന്ന് 100msec-ൽ കൂടുതൽ കാലതാമസം ആവശ്യമാണ്) - START സിഗ്നൽ ലഭിക്കുമ്പോൾ, READY സിഗ്നൽ LOW ആയി മാറുന്നു.
- START സിഗ്നൽ ലഭിക്കുമ്പോൾ, റണ്ണിംഗ് സിഗ്നൽ ഉയർന്നതായി മാറുന്നു.
- ഇത് പ്രീ-സോൾഡർ ചെയ്യാൻ തുടങ്ങുന്നു.
- പ്രീ-സോൾഡറിംഗ് പൂർത്തിയാകുമ്പോൾ, END ഒരു പൾസ് ആയി ഔട്ട്പുട്ട് ചെയ്യുന്നു.
- പ്രീ-സോളിഡിംഗ് പൂർത്തിയാകുമ്പോൾ, റെഡി സിഗ്നൽ ഉയർന്നതായി മാറുന്നു.
- പ്രീ-സോൾഡറിംഗ് പൂർത്തിയാകുമ്പോൾ, റണ്ണിംഗ് സിഗ്നൽ കുറവായിരിക്കും.
* START സിഗ്നൽ ഒരു പൾസ് ആയി ഔട്ട്പുട്ട് ചെയ്യേണ്ട ആവശ്യമില്ല. (ലാൻ ഓപ്പറേഷൻ ഒഴികെ)
സോൾഡറിംഗ് പ്രവർത്തനം ഇനിപ്പറയുന്നതാണ്.
- ഇത് ക്രമീകരണ താപനിലയിലേക്ക് താപനില നിയന്ത്രിക്കുന്നു.
- ഇത് 1st സോൾഡർ തുക / വേഗത ക്രമീകരണം അനുസരിച്ച് സോൾഡർ വയർ നൽകുന്നു.
- ഇത് 1st സോൾഡർ തുക / വേഗത ക്രമീകരണം അനുസരിച്ച് സോൾഡർ വയർ റിവേഴ്സ് ചെയ്യുന്നു.
13.7.2 സീരിയൽ കമ്മ്യൂണിക്കേഷൻ പോർട്ട് വഴി സോൾഡറിംഗ് ഓപ്പറേഷൻ
ഇതിന് സോൾഡർ അവസ്ഥ ക്രമീകരണത്തിൽ അനുയോജ്യമായ ഒരു WK നമ്പർ മുൻകൂട്ടി സജ്ജീകരിക്കേണ്ടതുണ്ട്. 13.8 പ്രത്യേക സോൾഡറിംഗ് സെറ്റ് ടെമ്പ് ഓപ്പറേഷൻ
13.8 പ്രത്യേക സോൾഡറിംഗ് സെറ്റ് ടെമ്പ് ഓപ്പറേഷൻ
ഇത് സെറ്റ് ടെമ്പ് ഓപ്പറേഷൻ എക്സിക്യൂട്ട് ചെയ്യുമ്പോൾ, സെറ്റ് ടെമ്പിനുള്ള ഒരു സെറ്റിംഗ് ടെമ്പറേച്ചർ സാധാരണ സെറ്റിംഗ് ടെമ്പറേച്ചറിലേക്ക് പുനരാലേഖനം ചെയ്യുന്നു.
13.8.1 റേഞ്ച് പ്രവർത്തനം
ഉയർന്ന അലാറം താപനില റേഞ്ച്, അലാറം ടെമ്പറേച്ചർ റേഞ്ച് റേഞ്ച് എന്നിവയുടെ thqe പരിധിക്കുള്ളിൽ താപനില മാറുമ്പോൾ, END സിഗ്നൽ ഔട്ട്പുട്ട് ചെയ്യുന്നു.
ഇത് ഇതിനകം പരിധിക്കുള്ളിലാണെങ്കിൽ, END സിഗ്നൽ ഉടൻ ഔട്ട്പുട്ട് ചെയ്യും.  * START സിഗ്നൽ ഒരു പൾസ് ആയി ഔട്ട്പുട്ട് ചെയ്യേണ്ട ആവശ്യമില്ല. (ലാൻ ഓപ്പറേഷൻ ഒഴികെ)
* START സിഗ്നൽ ഒരു പൾസ് ആയി ഔട്ട്പുട്ട് ചെയ്യേണ്ട ആവശ്യമില്ല. (ലാൻ ഓപ്പറേഷൻ ഒഴികെ)
13.8.2 സെറ്റിംഗ് വാല്യൂ ഓപ്പറേഷൻ
ക്രമീകരണ താപനിലയുടെ (SV) ഒപ്റ്റിമൽ താപനിലയായി താപനില വിലയിരുത്തുമ്പോൾ, END സിഗ്നൽ ഔട്ട്പുട്ട് ചെയ്യുന്നു. * START സിഗ്നൽ ഒരു പൾസ് ആയി ഔട്ട്പുട്ട് ചെയ്യേണ്ട ആവശ്യമില്ല. (ലാൻ ഓപ്പറേഷൻ ഒഴികെ)
* START സിഗ്നൽ ഒരു പൾസ് ആയി ഔട്ട്പുട്ട് ചെയ്യേണ്ട ആവശ്യമില്ല. (ലാൻ ഓപ്പറേഷൻ ഒഴികെ)
13.8.3 ചെക്ക് ഓപ്പറേഷൻ ഇല്ല
ആരംഭിച്ച ഉടൻ തന്നെ END സിഗ്നൽ ഔട്ട്പുട്ട് ചെയ്യുന്നു. ഈ സമയത്ത്, READY സിഗ്നൽ കുറവായിരിക്കും. അലാറം ടെമ്പറേച്ചർ റേഞ്ച് ഹൈ, അലാറം ടെമ്പറേച്ചർ അലാറം ലോ എന്നീ പരിധിക്കുള്ളിൽ താപനില മാറുമ്പോൾ, റെഡി സിഗ്നൽ ഉയർന്നതായി മാറുന്നു. ഇത് ഇതിനകം പരിധിക്കുള്ളിലായിരിക്കുമ്പോൾ, റെഡി സിഗ്നൽ ഉടൻ തന്നെ ഉയർന്നതായി മാറുന്നു. * START സിഗ്നൽ ഒരു പൾസ് ആയി ഔട്ട്പുട്ട് ചെയ്യേണ്ട ആവശ്യമില്ല. (ലാൻ ഓപ്പറേഷൻ ഒഴികെ)
* START സിഗ്നൽ ഒരു പൾസ് ആയി ഔട്ട്പുട്ട് ചെയ്യേണ്ട ആവശ്യമില്ല. (ലാൻ ഓപ്പറേഷൻ ഒഴികെ)
13.8.4 സീരിയൽ കമ്മ്യൂണിക്കേഷൻ പോർട്ട് വഴി ടെമ്പ് ഓപ്പറേഷൻ സജ്ജമാക്കുക
ഇതിന് സോൾഡർ അവസ്ഥ ക്രമീകരണത്തിൽ അനുയോജ്യമായ ഒരു WK നമ്പർ മുൻകൂട്ടി സജ്ജീകരിക്കേണ്ടതുണ്ട്. റേഞ്ച് ഓപ്പറേഷനിലും നോ ചെക്ക് ഓപ്പറേഷനിലും, “അലാറം ടെമ്പറേച്ചർ റേഞ്ച് താഴ്ന്ന < PV < അലാറം ടെമ്പറേച്ചർ റേഞ്ച് ഹൈ” ആയിരിക്കുമ്പോൾ, f കമാൻഡിന്റെ പ്രതികരണം 0 നൽകുന്നു. അത് ഒഴികെയുള്ളപ്പോൾ, അത് 1 നൽകുന്നു.
റേഞ്ച് ഓപ്പറേഷനിലും നോ ചെക്ക് ഓപ്പറേഷനിലും, “അലാറം ടെമ്പറേച്ചർ റേഞ്ച് താഴ്ന്ന < PV < അലാറം ടെമ്പറേച്ചർ റേഞ്ച് ഹൈ” ആയിരിക്കുമ്പോൾ, f കമാൻഡിന്റെ പ്രതികരണം 0 നൽകുന്നു. അത് ഒഴികെയുള്ളപ്പോൾ, അത് 1 നൽകുന്നു.
സെറ്റിംഗ് വാല്യൂ ഓപ്പറേഷനിൽ, പിവി ഒപ്റ്റിമൽ ടെമ്പറേച്ചറായി വിലയിരുത്തുമ്പോൾ, കമാൻഡിന്റെ പ്രതികരണം 0 നൽകുന്നു. അത് ഒഴികെയുള്ളപ്പോൾ, അത് 1 നൽകുന്നു.
13.9 ക്ലീനിംഗ് ഓപ്പറേഷൻ
13.9.1 I/O പോർട്ട് വഴി സോൾഡറിംഗ് പ്രവർത്തനം 
- SEL1, SEL2, SEL4, SEL8, SEL16, SEL32, SEL64, SEL100, SEL200 എന്നിവ പ്രകാരം ഒരു സോൾഡർ അവസ്ഥ നമ്പർ വ്യക്തമാക്കുക.
- START സിഗ്നൽ ഉപയോഗിച്ച് സോളിഡിംഗ് പ്രവർത്തനം ആരംഭിക്കുക. (സോൾഡർ കണ്ടീഷൻ നമ്പർ സ്പെസിഫിക്കേഷനിൽ നിന്ന് 100msec-ൽ കൂടുതൽ കാലതാമസം ആവശ്യമാണ്)
- START സിഗ്നൽ ലഭിക്കുമ്പോൾ, READY സിഗ്നൽ LOW ആയി മാറുന്നു.
- START സിഗ്നൽ ലഭിക്കുമ്പോൾ, റണ്ണിംഗ് സിഗ്നൽ ഉയർന്നതായി മാറുന്നു.
- ഇത് വൃത്തിയാക്കാൻ തുടങ്ങുന്നു.
- വൃത്തിയാക്കൽ പൂർത്തിയാകുമ്പോൾ, END ഒരു പൾസ് ആയി ഔട്ട്പുട്ട് ചെയ്യുന്നു.
- ക്ലീനിംഗ് പൂർത്തിയാകുമ്പോൾ, റെഡി സിഗ്നൽ ഉയർന്നതായി മാറുന്നു.
- ക്ലീനിംഗ് പൂർത്തിയാകുമ്പോൾ, റണ്ണിംഗ് സിഗ്നൽ കുറവായിരിക്കും.
* START സിഗ്നൽ ഒരു പൾസ് ആയി ഔട്ട്പുട്ട് ചെയ്യേണ്ട ആവശ്യമില്ല. (ലാൻ ഓപ്പറേഷൻ ഒഴികെ)
ശുചീകരണ പ്രവർത്തനം ഇപ്രകാരമാണ്.
- ക്രമീകരണം അനുസരിച്ച് ഇരുമ്പ് ഉയർത്തുകയോ താഴ്ത്തുകയോ ചെയ്യുന്നു.
- ക്രമീകരണ സമയത്ത് എയർ ബ്ലോ ഓണാണ്.
- എയർ ബ്ലോയ്ക്ക് ശേഷം ക്രമീകരണ സമയം വരെ ഇത് കാത്തിരിക്കുന്നു.
- ക്ലീനിംഗ് ക്രമീകരണം ഡൗൺ ആയി സജ്ജമാക്കുമ്പോൾ, ഇരുമ്പ് ഉയർന്നു. (ക്ലീനിംഗ് സെറ്റിംഗ് അപ്പ് ആയി സജ്ജീകരിക്കുമ്പോൾ, ഇരുമ്പ് ഉയർന്നതായി തുടരും.)
13.9.2 സീരിയൽ കമ്മ്യൂണിക്കേഷൻ പോർട്ട് വഴി സോൾഡറിംഗ് ഓപ്പറേഷൻ
ഇതിന് സോൾഡർ അവസ്ഥ ക്രമീകരണത്തിൽ അനുയോജ്യമായ ഒരു WK നമ്പർ മുൻകൂട്ടി സജ്ജീകരിക്കേണ്ടതുണ്ട്. ഇരുമ്പ് താഴ്ത്തിയിരിക്കുന്ന സ്ഥാനത്ത് അത് ക്ലീനിംഗ് നടപ്പിലാക്കുകയാണെങ്കിൽ, വൃത്തിയാക്കൽ പൂർത്തിയായ ശേഷം ഇരുമ്പ് മുകളിലേക്ക് നീങ്ങുന്നു.
ഇരുമ്പ് താഴ്ത്തിയിരിക്കുന്ന സ്ഥാനത്ത് അത് ക്ലീനിംഗ് നടപ്പിലാക്കുകയാണെങ്കിൽ, വൃത്തിയാക്കൽ പൂർത്തിയായ ശേഷം ഇരുമ്പ് മുകളിലേക്ക് നീങ്ങുന്നു.
ഇരുമ്പ് ഉയർന്നിരിക്കുന്ന സ്ഥാനത്ത് അത് ക്ലീനിംഗ് നടപ്പിലാക്കുകയാണെങ്കിൽ, വൃത്തിയാക്കൽ പൂർത്തിയായതിന് ശേഷവും ഇരുമ്പ് ഉയർത്തിനിൽക്കും.
13.10 പിശക് പ്രവർത്തനം
13.10.1 സ്റ്റോപ്പ് പ്രവർത്തനം (സാധാരണ സ്റ്റോപ്പ്) 
- ഓട്ടോമാറ്റിക് ഓപ്പറേഷൻ സമയത്ത് അത് STOP സിഗ്നൽ കണ്ടെത്തുമ്പോൾ, അത് സോൾഡറിംഗ് നിർത്തുകയും റണ്ണിംഗ് സിഗ്നൽ കുറവായിത്തീരുകയും ചെയ്യുന്നു.
- എപ്പോൾ ഏകദേശം. STOP സിഗ്നൽ കണ്ടെത്തിയതിന് ശേഷം 400ms കടന്നു, READY സിഗ്നൽ ഉയർന്നതായി മാറുന്നു.
- റെഡി സിഗ്നൽ ഹൈ ആയതിന് ശേഷം, START സിഗ്നൽ ഉപയോഗിച്ച് സോൾഡർ ചെയ്യാൻ ആരംഭിക്കാം.
* START സിഗ്നൽ ഒരു പൾസ് ആയി ഔട്ട്പുട്ട് ചെയ്യേണ്ട ആവശ്യമില്ല. (ലാൻ ഓപ്പറേഷൻ ഒഴികെ)
- ഓട്ടോമാറ്റിക് ഓപ്പറേഷൻ സമയത്ത് അത് STOP സിഗ്നൽ കണ്ടെത്തുമ്പോൾ, അത് സോൾഡറിംഗ് നിർത്തുകയും റണ്ണിംഗ് സിഗ്നൽ കുറവായിത്തീരുകയും ചെയ്യുന്നു.
- എപ്പോൾ ഏകദേശം. STOP സിഗ്നൽ കണ്ടെത്തിയതിന് ശേഷം 400ms കടന്നു, READY സിഗ്നൽ ഉയർന്നതായി മാറുന്നു.
- റെഡി സിഗ്നൽ ഹൈ ആയതിന് ശേഷം, START സിഗ്നൽ ഉപയോഗിച്ച് സോൾഡർ ചെയ്യാൻ ആരംഭിക്കാം.
* START സിഗ്നൽ ഒരു പൾസ് ആയി ഔട്ട്പുട്ട് ചെയ്യേണ്ട ആവശ്യമില്ല. (ലാൻ ഓപ്പറേഷൻ ഒഴികെ)
- അത് EMR സിഗ്നൽ കണ്ടെത്തുമ്പോൾ, അത് സോൾഡറിംഗ് നിർത്തുകയും റണ്ണിംഗ് സിഗ്നൽ കുറയുകയും ചെയ്യും.
- കുറഞ്ഞ EMR സിഗ്നൽ കണ്ടെത്തുമ്പോൾ, END സിഗ്നൽ ഔട്ട്പുട്ട് ചെയ്യുന്നു.
- EMR സിഗ്നൽ ഉയർന്ന അവസ്ഥയിൽ റീസെറ്റ് സിഗ്നൽ കണ്ടെത്തുമ്പോൾ, റെഡി സിഗ്നൽ ഉയർന്നതായി മാറുന്നു.
- റെഡി സിഗ്നൽ ഹൈ ആയതിന് ശേഷം, START സിഗ്നൽ ഉപയോഗിച്ച് സോൾഡർ ചെയ്യാൻ ആരംഭിക്കാം.
- കുറഞ്ഞ ഇഎംആർ സിഗ്നൽ കണ്ടെത്തുമ്പോൾ, താപനില നിയന്ത്രണ പ്രവർത്തനവും ഓഫാകും.
- റെഡി സിഗ്നൽ ഉയർന്നതായി മാറുമ്പോൾ, അത് വീണ്ടും താപനില നിയന്ത്രിക്കാൻ തുടങ്ങുന്നു.
* START സിഗ്നൽ ഒരു പൾസ് ആയി ഔട്ട്പുട്ട് ചെയ്യേണ്ട ആവശ്യമില്ല. (ലാൻ ഓപ്പറേഷൻ ഒഴികെ)
10.3 സോൾഡർ എറർ ഓപ്പറേഷൻ (സോൾഡർ ഷോർtagഇ, സോൾഡർ അടഞ്ഞുപോയി) 
- ഇത് സോൾഡർ ഷോർ കണ്ടെത്തുമ്പോൾtagഇ അല്ലെങ്കിൽ സോൾഡർ അടഞ്ഞുപോയാൽ, സോൾഡർ പിശക് സിഗ്നൽ ഉയർന്നതായി മാറുന്നു.
- ഇത് സോൾഡർ ഷോർ കണ്ടെത്തുമ്പോൾtagഇ അല്ലെങ്കിൽ സോൾഡർ അടഞ്ഞുപോയി, റണ്ണിംഗ് സിഗ്നൽ കുറവായി മാറുന്നു.
- ഇത് സോൾഡർ ഷോർ കണ്ടെത്തുമ്പോൾtagഇ അല്ലെങ്കിൽ സോൾഡർ അടഞ്ഞുപോയി, END സിഗ്നൽ ഔട്ട്പുട്ട് ചെയ്തു.
- ഇത് റീസെറ്റ് സിഗ്നൽ കണ്ടെത്തുമ്പോൾ, റെഡി സിഗ്നൽ ഉയർന്നതായി മാറുന്നു.
- ഇത് റീസെറ്റ് സിഗ്നൽ കണ്ടെത്തുമ്പോൾ, സോൾഡർ എറർ സിഗ്നൽ കുറവായി മാറുന്നു.
- റെഡി സിഗ്നൽ ഹൈ ആയതിന് ശേഷം, START സിഗ്നൽ ഉപയോഗിച്ച് സോൾഡർ ചെയ്യാൻ ആരംഭിക്കാം.
- ഇത് സോൾഡർ ഷോർ കണ്ടെത്തുമ്പോൾtagഇ അല്ലെങ്കിൽ സോൾഡർ അടഞ്ഞുകിടക്കുന്നു, താപനില നിയന്ത്രണ പ്രവർത്തനവും ഓഫാകും.
- റെഡി സിഗ്നൽ ഉയർന്നതായി മാറുമ്പോൾ, അത് വീണ്ടും താപനില നിയന്ത്രിക്കാൻ തുടങ്ങുന്നു.
* START സിഗ്നൽ ഒരു പൾസ് ആയി ഔട്ട്പുട്ട് ചെയ്യേണ്ട ആവശ്യമില്ല. (ലാൻ ഓപ്പറേഷൻ ഒഴികെ)
13.10.4 ഇരുമ്പ് യൂണിറ്റ് പിശക് പ്രവർത്തനം (ഇരുമ്പ് താപനില പിശക്) 
- ഇരുമ്പ് ടിപ്പിന്റെ താപനില അലാറം താപനില പരിധിക്ക് അപ്പുറത്തായിരിക്കുമ്പോൾ, അത് സോളിഡിംഗ് നിർത്തുന്നു.
- ഇരുമ്പ് അഗ്രത്തിന്റെ താപനില അലാറം താപനില പരിധിക്ക് അപ്പുറത്തായിരിക്കുമ്പോൾ, IRON UNIT ERROR സിഗ്നൽ കുറവായിരിക്കും.
- ഇരുമ്പ് ടിപ്പിന്റെ താപനില അലാറം താപനില പരിധിക്ക് അപ്പുറത്തായിരിക്കുമ്പോൾ, റണ്ണിംഗ് സിഗ്നൽ കുറവായി മാറുന്നു.
- ഇരുമ്പ് ടിപ്പിന്റെ താപനില അലാറം താപനില പരിധിക്ക് അപ്പുറത്താണെങ്കിൽ, END സിഗ്നൽ ഔട്ട്പുട്ട് ചെയ്യുന്നു.
- ഇരുമ്പ് ടിപ്പിന്റെ താപനില അലാറം താപനില പരിധിക്കപ്പുറമാണ്, IRON UNIT ERROR സിഗ്നൽ ഉയർന്നതായി മാറുന്നു.
- ഇരുമ്പ് ടിപ്പിന്റെ താപനില ഉയർന്ന പരിധിയിലുള്ള അലാറം താപനിലയിലോ അതിലധികമോ എത്തുമ്പോൾ, താപനില നിയന്ത്രണ പ്രവർത്തനം ഓഫാകും.
- അത് ഉയർന്ന പരിധിയിലുള്ള അലാറം താപനിലയ്ക്ക് അപ്പുറത്തായിരിക്കുമ്പോൾ, അത് ഉയർന്ന പരിധിയിലുള്ള അലാറം താപനിലയേക്കാൾ താഴെയാകുകയും IRON UNIT ERROR സിഗ്നൽ ഉയർന്നതായി മാറുകയും ചെയ്താൽ, അത് വീണ്ടും താപനില നിയന്ത്രിക്കാൻ തുടങ്ങുന്നു.
- ഇരുമ്പ് ടിപ്പിന്റെ താപനില താഴ്ന്ന പരിധിയിലുള്ള അലാറം താപനിലയേക്കാൾ കുറവാകുമ്പോൾ, അത് താപനില നിയന്ത്രിക്കുന്നത് തുടരുന്നു.
* START സിഗ്നൽ ഒരു പൾസ് ആയി ഔട്ട്പുട്ട് ചെയ്യേണ്ട ആവശ്യമില്ല. (ലാൻ ഓപ്പറേഷൻ ഒഴികെ)
13.10.5 അയൺ യൂണിറ്റ് പിശക് പ്രവർത്തനം (സെൻസർ പിശക്)
- ഇരുമ്പ് ഉയരുന്നതിനോ താഴ്ത്തുന്നതിനോ ഉള്ള നിയന്ത്രണം ഇത് നിർവഹിക്കുമ്പോൾ, അയേൺ അപ് / ഡൗൺ സെൻസർ പിശക് പരിധി നിശ്ചയിച്ച സമയത്തിനുള്ളിൽ പ്രവർത്തനം പൂർത്തിയായില്ലെങ്കിൽ, അത് സെൻസർ പിശകായി മാറുന്നു.
- സെൻസർ പിശക് സംഭവിക്കുമ്പോൾ, അത് സോളിഡിംഗ് നിർത്തുന്നു.
- സെൻസർ പിശക് സംഭവിക്കുമ്പോൾ, IRON UNIT ERROR സിഗ്നൽ കുറവായിരിക്കും.
- സെൻസർ പിശക് സംഭവിക്കുമ്പോൾ, റണ്ണിംഗ് സിഗ്നൽ കുറവായിരിക്കും.
- സെൻസർ പിശക് സംഭവിക്കുമ്പോൾ, END സിഗ്നൽ ഔട്ട്പുട്ട് ചെയ്യുന്നു.
- ഇത് റീസെറ്റ് സിഗ്നൽ കണ്ടെത്തുമ്പോൾ, റെഡി സിഗ്നൽ ഉയർന്നതായി മാറുന്നു.
- റെഡി സിഗ്നൽ ഹൈ ആകുമ്പോൾ, START സിഗ്നൽ ഉപയോഗിച്ച് പ്രവർത്തനം ആരംഭിക്കാൻ സാധിക്കും.
- സെൻസർ പിശക് സംഭവിക്കുമ്പോൾ, താപനില നിയന്ത്രണ പ്രവർത്തനം ഓഫാകും.
- റെഡി സിഗ്നൽ ഉയർന്നതായി മാറുമ്പോൾ, അത് വീണ്ടും താപനില നിയന്ത്രിക്കാൻ തുടങ്ങുന്നു.
* START സിഗ്നൽ ഒരു പൾസ് ആയി ഔട്ട്പുട്ട് ചെയ്യേണ്ട ആവശ്യമില്ല. (ലാൻ ഓപ്പറേഷൻ ഒഴികെ)
ഫംഗ്ഷൻ വിശദീകരണം
14.1 പിവി തിരുത്തൽ നേട്ടം ക്രമീകരണം
[പ്രവർത്തനം]
PV തിരുത്തൽ പ്രവർത്തനം (PVF1) "0" ആയിരിക്കുമ്പോൾ, അത് ഒരു ഇൻപുട്ട് PV (താപനില ഇൻപുട്ട് മൂല്യം) ഒരു തിരുത്തൽ മൂല്യം കൊണ്ട് ഗുണിക്കുന്നു.
[സെറ്റിംഗ് എക്സിampലെ]
PV 100℃ ആയിരിക്കുമ്പോൾ, PV തിരുത്തൽ നേട്ടം ക്രമീകരണം 1.200 (സമയം) ആയി സജ്ജമാക്കിയാൽ, അതിന് PV "100℃(PV തിരുത്തലിന് മുമ്പ്) × 1.200 തവണ = 120℃" ആയി ശരിയാക്കാം.
 14.2 പിവി തിരുത്തൽ സീറോ ക്രമീകരണം
14.2 പിവി തിരുത്തൽ സീറോ ക്രമീകരണം
[ഫംഗ്ഷൻ] PV തിരുത്തൽ പ്രവർത്തനം (PVF1) "0" ആയിരിക്കുമ്പോൾ, അത് ഒരു ഇൻപുട്ട് PV (താപനില ഇൻപുട്ട് മൂല്യം) ഒരു തിരുത്തൽ മൂല്യം കൊണ്ട് ഗുണിക്കുന്നു.
[സെറ്റിംഗ് എക്സിampലെ]
PV 100℃ ആയിരിക്കുമ്പോൾ, PV തിരുത്തൽ പൂജ്യം ക്രമീകരണം 10 (℃) ആയി സജ്ജീകരിച്ചാൽ, അതിന് PV "100℃ (PV തിരുത്തലിന് മുമ്പ്) + 10℃ = 110℃" ആയി ശരിയാക്കാം.
* "PV തിരുത്തൽ നേട്ട ക്രമീകരണം", "PV തിരുത്തൽ പൂജ്യം ക്രമീകരണം" എന്നിവ സംയോജിപ്പിക്കുന്ന ഫോർമുല ഇനിപ്പറയുന്നതാണ്; “(തിരുത്തലിന് മുമ്പുള്ള പിവി × പിവി തിരുത്തൽ നേട്ടം ക്രമീകരണം) + പിവി തിരുത്തൽ പൂജ്യം ക്രമീകരണം = തിരുത്തലിനുശേഷം പിവി”
14.3 PV XY രണ്ട് പോയിന്റ് തിരുത്തൽ ക്രമീകരണം
ഫംഗ്ഷൻ
PV കറക്ഷൻ ഫംഗ്ഷൻ (PVF1) "1" ആയിരിക്കുമ്പോൾ, ഇൻപുട്ട് പരിധിക്കുള്ളിൽ ഇൻപുട്ട് മൂല്യത്തിന്റെ ഏതെങ്കിലും രണ്ട് പോയിന്റുകൾ തീരുമാനിച്ച് അതിന് PV ശരിയാക്കാനാകും.
[സെറ്റിംഗ് എക്സിampലെ]
PV 100℃ ആയിരിക്കുമ്പോൾ അത് 120℃ ആയും PV 300℃ ആയിരിക്കുമ്പോൾ 250℃ ആയും സജ്ജീകരിക്കുന്നു.
തിരുത്തുന്നതിന് മുമ്പ്:X1=100(
തിരുത്തലിനു ശേഷം:
മുകളിൽ സജ്ജീകരിക്കുന്നതിലൂടെ, ചുവടെയുള്ള ഡ്രോയിംഗ് പോലെ ഇത് ശരിയാക്കാനാകും.  14.4 ഓട്ടോ ട്യൂണിംഗ് പ്രവർത്തനം
14.4 ഓട്ടോ ട്യൂണിംഗ് പ്രവർത്തനം
പ്രവർത്തനം
ഓട്ടോ ട്യൂണിംഗ് എന്നത് ഒരു നിയന്ത്രണ ഒബ്ജക്റ്റിലേക്ക് നിർബന്ധിതമായി ഓൺ / ഓഫ് ഓപ്പറേഷൻ നിർവ്വഹിക്കുകയും അത് സെറ്റ് താപനിലയിലേക്ക് ഒപ്റ്റിമൽ PID പാരാമീറ്റർ സ്വയമേവ കണക്കാക്കുകയും അത് സജ്ജമാക്കുകയും ചെയ്യുന്ന പ്രവർത്തനമാണ്.
യാന്ത്രിക ട്യൂണിംഗ് സാധാരണയായി പൂർത്തിയാക്കിയ ശേഷം PID പാരാമീറ്റർ സ്വയമേവ സംരക്ഷിക്കപ്പെടും.  14.5 ലൂപ്പ് പിശക് പ്രവർത്തനം
14.5 ലൂപ്പ് പിശക് പ്രവർത്തനം
പ്രവർത്തനം
ഒരു ഔട്ട്പുട്ട് പിശക് കണ്ടെത്തുന്ന പ്രവർത്തനമാണിത്.
ഇത് ലൂപ്പ് പിശക് പിവി ത്രെഷോൾഡ് ക്രമീകരണവും ലൂപ്പ് പിശക് ഓപ്പറേറ്റിംഗ് തുക ക്രമീകരണത്തിന്റെ ത്രെഷോൾഡും തൃപ്തിപ്പെടുത്തുമ്പോൾ, എല്ലാ ലൂപ്പ് പിശക് സമയ ക്രമീകരണത്തിനും ഇത് പിവി വ്യതിയാനത്തെ വിലയിരുത്തുന്നു.
പിവി വ്യതിയാനം ലൂപ്പ് പിശക് പിവി വ്യതിയാനത്തേക്കാൾ ചെറുതാണെങ്കിൽ, അത് ഒരു ലൂപ്പ് പിശക് കണ്ടെത്തുന്നു.
ലൂപ്പ് പിശക് വേരിയേഷൻ ക്രമീകരണം "0" ആയിരിക്കുമ്പോൾ, അത് ലൂപ്പ് പിശക് സമയ ക്രമീകരണം വഴി മാത്രം സമയ വിധി നിർവഹിക്കുന്നു.
സമയം തൃപ്തിപ്പെടുത്തുന്ന ലൂപ്പ് പിശക് പിവി ത്രെഷോൾഡ് ക്രമീകരണവും ലൂപ്പ് പിശക് പ്രവർത്തന തുക ക്രമീകരണത്തിന്റെ ത്രെഷോൾഡ് ലൂപ്പ് പിശക് സമയ ക്രമീകരണം കവിയുമ്പോൾ ഇത് ഒരു ലൂപ്പ് പിശക് കണ്ടെത്തുന്നു.
ഓപ്പറേഷൻ എക്സിampleXNUMX
ട്രബിൾഷൂട്ടിംഗ്
15.1 പ്രധാന പ്രശ്നം, പരാജയകാരണം, ശുപാർശ ചെയ്യുന്ന പരിഹാരം
| പ്രശ്നം | പരാജയ കാരണം | ശുപാർശ ചെയ്യുന്ന പരിഹാരം |
|
ഒമേഗയ്ക്ക് പവർ ലഭിക്കുന്നില്ല |
പവർ കോഡ് വിച്ഛേദിക്കപ്പെട്ടു. | പവർ കോർഡ് കണക്ഷൻ പരിശോധിക്കുക. |
| ഫ്യൂസ് ഊതിയിരിക്കുന്നു. | 3 ഉപയോഗിച്ച് മാറ്റിസ്ഥാപിക്കുക Amp ഫ്യൂസ്. | |
| കൺട്രോൾ പിസിബി കേടായി. | അറ്റകുറ്റപ്പണികൾക്കായി അപ്പോളോ സീക്കോയെയോ ഞങ്ങളുടെ ഏജൻസിയെയോ ബന്ധപ്പെടുക. | |
| ഇരുമ്പ് അറ്റം ശരിയായി ചൂടാക്കുന്നില്ല | ഹീറ്റർ തകർന്നു. | ഒരു പുതിയ ഹീറ്റർ ഉപയോഗിച്ച് മാറ്റിസ്ഥാപിക്കുക. |
| ഹീറ്റർ കണക്റ്റർ വിച്ഛേദിക്കപ്പെട്ടു. | ഹീറ്റർ കണക്ഷൻ പരിശോധിക്കുക. | |
| ഹീറ്റർ കേബിൾ തകർന്നു. | ഒരു പുതിയ ഹീറ്റർ കേബിൾ ഉപയോഗിച്ച് മാറ്റിസ്ഥാപിക്കുക. | |
| നുറുങ്ങ് ജീവിതാവസാനത്തിലാണ്. | ഒരു പുതിയ ഇരുമ്പ് ടിപ്പ് ഉപയോഗിച്ച് മാറ്റിസ്ഥാപിക്കുക. | |
| പാരാമീറ്റർ ക്രമീകരണം ശരിയല്ല. | സിസ്റ്റം പാരാമീറ്റർ പരിശോധിച്ച് ശരിയായ മൂല്യം ഇൻപുട്ട് ചെയ്യുക. | |
| കൺട്രോൾ പിസിബി കേടായി. | നന്നാക്കാൻ അപ്പോളോ സീക്കോയുമായോ ഞങ്ങളുടെ ഏജൻസിയുമായോ ബന്ധപ്പെടുക. | |
| സോൾഡർ ശരിയായി ഭക്ഷണം നൽകുന്നില്ല. | റിലീസ് ലിവർ മുകളിലെ സ്ഥാനത്താണ്. | റിലീസ് ലിവർ താഴ്ത്തുക. |
| ഫീഡിംഗ് കട്ടിംഗ് ബ്ലേഡ് നിഷ്ക്രിയമാണ്. | കട്ടിംഗ് ബ്ലേഡിന്റെ സ്ഥാനം ക്രമീകരിക്കുക. | |
| വേഗത ക്രമീകരണം '0' ആണ്. | സിസ്റ്റം പാരാമീറ്റർ പരിശോധിക്കുക. | |
| മോട്ടോർ കേടായി. | അറ്റകുറ്റപ്പണികൾക്കായി അപ്പോളോ സീക്കോയെയോ ഞങ്ങളുടെ ഏജൻസിയെയോ ബന്ധപ്പെടുക. | |
| കൺട്രോൾ പിസിബി കേടായി. | അറ്റകുറ്റപ്പണികൾക്കായി അപ്പോളോ സീക്കോയെയോ ഞങ്ങളുടെ ഏജൻസിയെയോ ബന്ധപ്പെടുക. | |
| താപനില കൺട്രോളർ ക്രമീകരിക്കാൻ കഴിയില്ല. | ഹീറ്റർ തകർന്നു. | ഒരു പുതിയ ഹീറ്റർ ഉപയോഗിച്ച് മാറ്റിസ്ഥാപിക്കുക. |
| താപനില കൺട്രോളർ കേടായി. | അറ്റകുറ്റപ്പണികൾക്കായി അപ്പോളോ സീക്കോയെയോ ഞങ്ങളുടെ ഏജൻസിയെയോ ബന്ധപ്പെടുക. | |
| ഹീറ്റർ കേബിൾ തകർന്നു. | ഒരു പുതിയ കേബിൾ ഉപയോഗിച്ച് മാറ്റിസ്ഥാപിക്കുക. | |
| ഹീറ്റർ കേബിൾ വിച്ഛേദിക്കപ്പെട്ടു. | കേബിൾ കണക്ഷൻ പരിശോധിക്കുക. | |
| താപനില അസാധാരണത്വം അപ്രത്യക്ഷമാകുന്നില്ല. | താപനില കൺട്രോളർ കേടായി. | അറ്റകുറ്റപ്പണികൾക്കായി അപ്പോളോ സീക്കോയെയോ ഞങ്ങളുടെ ഏജൻസിയെയോ ബന്ധപ്പെടുക. |
| ഉയർന്ന / താഴ്ന്ന താപനില അലാറം മൂല്യം ശരിയല്ല. | സിസ്റ്റം പാരാമീറ്റർ പരിശോധിച്ച് ശരിയായ മൂല്യം നൽകുക. | |
| ഇരുമ്പ് യൂണിറ്റ് മുകളിലേക്കും താഴേക്കും നീങ്ങുന്നില്ല. | യൂണിറ്റിലേക്ക് എയർ വിതരണം ചെയ്യുന്നില്ല. | വായു വിതരണം പരിശോധിക്കുക. |
| കൺട്രോൾ പിസിബി കേടായി. | അറ്റകുറ്റപ്പണികൾക്കായി അപ്പോളോ സീക്കോയെയോ ഞങ്ങളുടെ ഏജൻസിയെയോ ബന്ധപ്പെടുക. | |
| I/O ഇൻപുട്ട് ചെയ്യുന്നതിൽ നിന്ന് OMEGA പ്രവർത്തിക്കില്ല. | സിസ്റ്റം പാരാമീറ്റർ ക്രമീകരണത്തിന്റെ തരം തെറ്റാണ്. | APOLLO SEIKO റോബോട്ടിനെ സംയോജിപ്പിക്കുന്നത് ഒഴികെ "STA" എന്ന് സജ്ജീകരിക്കുക. |
| പവർ സ്രോതസ്സ് ഓഫാക്കിയാലും ടച്ച് പാനൽ ഓണാണ്. | 24V പവർ സ്രോതസ്സ് I/O യുടെ 30, 32, 38, 40 പിൻ എന്നിവയിലേക്ക് വിതരണം ചെയ്യുന്നു. | ഇത് I/O ബാഹ്യ പവർ സോഴ്സ് ഉപയോഗിക്കുമ്പോൾ, DS1 ഓണാക്കി സജ്ജമാക്കുക (കണക്ടറിന്റെ 12.1 ടെർമിനൽ ക്രമീകരണം കാണുക). തുടർന്ന് ബാഹ്യ പവർ സ്രോതസ്സിന്റെ 24V ഐ/ഒയുടെ 34 പിൻ, ബാഹ്യ പവർ സ്രോതസ്സിന്റെ 0V 38 അല്ലെങ്കിൽ 40 പിൻ എന്നിവയുമായി ബന്ധിപ്പിക്കുക. |
15.2 പിശക് സന്ദേശ പട്ടിക
| ഇല്ല. | പിശക് നമ്പർ. | വിവരണം | സംഭവാവസ്ഥ / വീണ്ടെടുക്കൽ അവസ്ഥ | |
| 1 | പിശക് 0 | മെമ്മറി പിശക് | സംഭവിക്കുന്ന അവസ്ഥ വീണ്ടെടുക്കൽ അവസ്ഥ ഓപ്പറേഷൻ സംഭവിക്കുന്ന അവസ്ഥ | :EEPROM പവർ ഓണാക്കുമ്പോൾ ഒരു പിശക് ഉണ്ട്. പിസിബി ബോർഡ് നന്നാക്കുക. ഇത് പ്രവർത്തിക്കാൻ കഴിയില്ല. :ഇൻപുട്ട് സർക്യൂട്ടിൽ ഒരു പിശകുണ്ട്. |
| 2 | പിശക് 1] | എ/ഡി പിശക് | വീണ്ടെടുക്കൽ അവസ്ഥ പ്രവർത്തനം | : ടച്ച് പാനൽ ഓപ്പറേറ്റിംഗ് അല്ലെങ്കിൽ റീസെറ്റ് സിഗ്നൽ ഇൻപുട്ടിംഗ് : ഇത് ഒരു പിശക് കണ്ടെത്തിയാൽ, അത് ഉടനടി പ്രവർത്തനം നിർത്തുന്നു. |
| 3 | പിശക് 2 | ഓട്ടോ ട്യൂണിംഗ് പിശക് | സംഭവിക്കുന്ന അവസ്ഥ വീണ്ടെടുക്കൽ അവസ്ഥ |
:ഓട്ടോ ട്യൂണിംഗ് സമയത്ത് ഔട്ട്പുട്ട് 5 മിനിറ്റോ അതിൽ കൂടുതലോ മാറില്ല. മറ്റൊരു പിശക് കാരണം ഇത് നിർത്തി. ടച്ച് പാനൽ ഓപ്പറേറ്റിംഗ് അല്ലെങ്കിൽ റീസെറ്റ് സിഗ്നൽ ഇൻപുട്ടിംഗ് |
| 4 | പിശക് 3 | സെൻസറിന്റെ ഐകണക്ട് | ഓപ്പറേഷൻ സംഭവാവസ്ഥ വീണ്ടെടുക്കൽ അവസ്ഥ ഓപ്പറേഷൻ |
:ഇത് ഒരു പിശക് കണ്ടെത്തിയാൽ, അത് ഉടനടി പ്രവർത്തനം നിർത്തുന്നു. : നിയന്ത്രണ താപനില ഇൻപുട്ട് വിച്ഛേദിച്ചു. ടച്ച് പാനൽ ഓപ്പറേറ്റിംഗ് അല്ലെങ്കിൽ റീസെറ്റ് സിഗ്നൽ ഇൻപുട്ടിംഗ് ഒരു പിശക് കണ്ടെത്തിയാൽ, അത് ഉടൻ പ്രവർത്തനം നിർത്തുന്നു. |
| സംഭവിക്കുന്ന അവസ്ഥ | : അളക്കുന്ന താപനില -50℃ അല്ലെങ്കിൽ താഴെയാണ് | |||
| 5 | പിശക് 4 | സെൻസർ പിശക് | വീണ്ടെടുക്കൽ അവസ്ഥ |ഓപ്പറേഷൻ സംഭവിക്കുന്ന അവസ്ഥ |
അളക്കുന്ന താപനില -50 ഡിഗ്രിയിൽ താഴെയോ 600 ഡിഗ്രി സെൽഷ്യസിൽ കൂടുതലോ ആണ്. ടച്ച് പാനൽ ഓപ്പറേറ്റിംഗ് അല്ലെങ്കിൽ റീസെറ്റ് സിഗ്നൽ ഇൻപുട്ടിംഗ് നിയന്ത്രണം നിർത്തി. |
| 6 | പിശക് 5 | ഹീറ്റർ ബർണൗട്ട് | വീണ്ടെടുക്കൽ അവസ്ഥ | അളക്കുന്ന താപനില ഒരു നിശ്ചിത കാലയളവിൽ ഒരു നിശ്ചിത താപനിലയിൽ മാറ്റം വരുത്തിയില്ല. ടച്ച് പാനൽ ഓപ്പറേറ്റിംഗ് അല്ലെങ്കിൽ റീസെറ്റ് സിഗ്നൽ ഇൻപുട്ടിംഗ് ഒരു പിശക് കണ്ടെത്തിയാൽ, അത് ഉടനടി പ്രവർത്തനം നിർത്തുന്നു. |
| ഓപ്പറേഷൻ | ഒരു പിശക് കണ്ടെത്തിയാൽ, അത് ഉടൻ പ്രവർത്തനം നിർത്തുന്നു. | |||
| 7 | പിശക് 6 | ആന്തരിക കമ്മീഷൻ പിശക് | സംഭവിക്കുന്ന അവസ്ഥ വീണ്ടെടുക്കൽ അവസ്ഥ പ്രവർത്തനം |
: പ്രാരംഭ സ്ക്രീൻ ഒഴികെ കൺട്രോൾ ബോർഡിനും ഡിസ്പ്ലേ ബോർഡിനും അഞ്ച് സെക്കൻഡ് നേരത്തേക്ക് ശരിയായി ആശയവിനിമയം നടത്താൻ കഴിഞ്ഞില്ല. ഇത് വീണ്ടും പവർ ഓണാക്കുന്നു അല്ലെങ്കിൽ ആശയവിനിമയം ശരിയായി പുനരാരംഭിക്കാൻ കഴിയും. ഒരു പിശക് കണ്ടെത്തിയാൽ, അത് ഉടൻ പ്രവർത്തനം നിർത്തുന്നു. |
| 8 | പിശക് 10 | അടിയന്തിരമായി | സംഭവാവസ്ഥ വീണ്ടെടുക്കൽ അവസ്ഥ ഓപ്പറേഷൻ സംഭവത്തിന്റെ അവസ്ഥ |
എമർജൻസി സ്റ്റോപ്പ് സിഗ്നൽ ഇൻപുട്ട് ചെയ്തതായി ഇത് കണ്ടെത്തുന്നു. COM(RS-232C) പ്രവർത്തന സമയത്ത് ഇതിന് "എമർജൻസി സ്റ്റോപ്പ് കമാൻഡ്" ലഭിക്കുന്നു. എമർജൻസി സ്റ്റോപ്പ് സിഗ്നൽ ഓഫായിരിക്കുമ്പോൾ ടച്ച് പാനൽ പ്രവർത്തിപ്പിക്കുക അല്ലെങ്കിൽ റീസെറ്റ് സിഗ്നൽ ഇൻപുട്ടിംഗ്. "13.10.2 EMR ഓപ്പറേഷൻ (അടിയന്തര സ്റ്റോപ്പ്)" റഫർ ചെയ്യുക താപനില നിയന്ത്രണം നിർത്തുന്നു താപനില ഇൻപുട്ട് മൂല്യം ഉയർന്ന അലാറം താപനില പരിധിയേക്കാൾ കൂടുതലാണ്. താപനില നിയന്ത്രണം നടപ്പിലാക്കുന്നു: താപനില |
| 9 | പിശക് 11 | ഹീറ്റർ പിശക് | വീണ്ടെടുക്കൽ അവസ്ഥ പ്രവർത്തനം | താപനില നിയന്ത്രണം നിർത്തുന്നു താപനില ഇൻപുട്ട് മൂല്യം ഉയർന്ന അലാറം താപനില പരിധിയേക്കാൾ കൂടുതലാണ്. താപനില നിയന്ത്രണം നടപ്പിലാക്കുന്നു: താപനില ഇൻപുട്ട് മൂല്യം അലാറം താപനില പരിധിയേക്കാൾ കുറവാണ് അല്ലെങ്കിൽ അലാറം താപനില പരിധി ഉയർന്നതിനേക്കാൾ കൂടുതലാണ്. (രണ്ടാമത്തെ താപനില നിയന്ത്രണ ക്രമീകരണത്തിന്റെ താപനില നിയന്ത്രിക്കുന്ന സമയത്ത് ഒഴികെ.) * താപനില നിയന്ത്രണം ആരംഭിച്ച ഉടൻ തന്നെ അലാറം താപനില പരിധിയിൽ കുറവാണെങ്കിൽ, ഹീറ്റർ പിശക് സംഭവിക്കില്ല. (കാത്തിരിപ്പ് ക്രമം) ഇത് അലാറം താപനില പരിധിക്കുള്ളിൽ പ്രവേശിക്കുന്നു, അല്ലെങ്കിൽ ടച്ച് പാനൽ പ്രവർത്തിക്കുന്നു. താപനില ഇൻപുട്ട് മൂല്യം അലാറം താപനില പരിധിയേക്കാൾ കൂടുതലാണെങ്കിൽ: ഒരു പിശക് കണ്ടെത്തിയാൽ, അത് ഉടനടി പ്രവർത്തിക്കുന്നത് നിർത്തുന്നു. താപനില ഇൻപുട്ട് മൂല്യം അലാറം പരിധിയേക്കാൾ കുറവായിരിക്കുമ്പോൾ: അത് നിയന്ത്രണം തുടരുന്നു. |
| ഇല്ല. | പിശക് നമ്പർ. | വിവരണം | സംഭവാവസ്ഥ / വീണ്ടെടുക്കൽ അവസ്ഥ | |
| 10 | പിശക് 12 | സോൾഡർ ഷോർTAGE | സംഭവാവസ്ഥ വീണ്ടെടുക്കൽ അവസ്ഥ പ്രവർത്തനം | ഇത് സോൾഡർ ഷോർ കണ്ടെത്തുന്നുtagഇ. റീസെറ്റ് സിഗ്നൽ ഇൻപുട്ട് “13.10.3 സോൾഡർ എറർ ഓപ്പറേഷൻ (സോൾഡർ ഷോർ) കാണുകtagഇ / സോൾഡർ അടഞ്ഞുപോയി) |
| 11 | പിശക് 13 | സോൾഡർ അടഞ്ഞുപോയി | സംഭവാവസ്ഥ വീണ്ടെടുക്കൽ അവസ്ഥ പ്രവർത്തനം | ഇത് സോൾഡർ അടഞ്ഞുപോയതായി കണ്ടെത്തുന്നു. ടച്ച് പാനൽ ഓപ്പറേറ്റിംഗ് അല്ലെങ്കിൽ റീസെറ്റ് സിഗ്നൽ ഇൻപുട്ടിംഗ് “13.10.3 സോൾഡർ എറർ ഓപ്പറേഷൻ (സോൾഡർ ഷോർ) കാണുകtagഇ / സോൾഡർ അടഞ്ഞുപോയി) |
| 12 | പിശക് 14 | അപ്പർ സെൻസർ സമയം കഴിഞ്ഞു | സംഭവാവസ്ഥ വീണ്ടെടുക്കൽ അവസ്ഥ പ്രവർത്തനം | അയൺ അപ്പ് / ഡൌൺ അഭ്യർത്ഥന ഔട്ട്പുട്ട് ചെയ്തതിന് ശേഷം യു/ഡി സമയത്തിന്റെ സജ്ജീകരണ സമയത്തിനുള്ളിൽ ഇതിന് ഇരുമ്പ് മുകളിലെ സ്ഥാനം കണ്ടെത്താൻ കഴിയില്ല. ടച്ച് പാനൽ ഓപ്പറേറ്റിംഗ് അല്ലെങ്കിൽ റീസെറ്റ് സിഗ്നൽ ഇൻപുട്ടിംഗ് "13.10.5 അയൺ യൂണിറ്റ് പിശക് ഓപ്പറേഷൻ (സെൻസർ പിശക്)" റഫർ ചെയ്യുക |
| 13 | പിശക് 15 | ലോവർ സെൻസർ സമയം കഴിഞ്ഞു | സംഭവാവസ്ഥ വീണ്ടെടുക്കൽ അവസ്ഥ പ്രവർത്തനം | അയൺ അപ്പ് / ഡൌൺ അഭ്യർത്ഥന ഔട്ട്പുട്ട് ചെയ്തതിന് ശേഷം യു/ഡി ടൈം സജ്ജീകരണ സമയത്തിനുള്ളിൽ ഇതിന് ഇരുമ്പ് ലോവർ പൊസിഷൻ കണ്ടെത്താൻ കഴിയില്ല. ടച്ച് പാനൽ ഓപ്പറേറ്റിംഗ് അല്ലെങ്കിൽ റീസെറ്റ് സിഗ്നൽ ഇൻപുട്ടിംഗ് "13.10.5 അയൺ യൂണിറ്റ് പിശക് ഓപ്പറേഷൻ (സെൻസർ പിശക്)" റഫർ ചെയ്യുക |
| 14 | പിശക് 16 | എഴുതുന്നതിൽ പിശക് | സംഭവാവസ്ഥ വീണ്ടെടുക്കൽ അവസ്ഥ പ്രവർത്തനം | ഡിസ്പ്ലേ ബോർഡിന്റെ പാനൽ ഇൻപുട്ട് ചെയ്യുന്ന ക്രമീകരണ മൂല്യം കൺട്രോൾ ബോർഡിന് ശരിയായി സ്വീകരിക്കാൻ കഴിയില്ല. ടച്ച് പാനൽ ഓപ്പറേറ്റിംഗ് അല്ലെങ്കിൽ റീസെറ്റ് സിഗ്നൽ ഇൻപുട്ടിംഗ് ഇത് യാന്ത്രിക പ്രവർത്തനവും ഹീറ്റർ ഔട്ട്പുട്ടിന്റെ നിയന്ത്രണവും തുടരുന്നു. |
| 15 | പിശക് 17 | ലോഡ് ചെയ്യുന്നതിൽ പിശക് | സംഭവാവസ്ഥ : വീണ്ടെടുക്കൽ അവസ്ഥ പ്രവർത്തനം | സിസ്റ്റം പാരാമീറ്റർ സ്ക്രീൻ, സോൾഡറിംഗ് കണ്ടീഷൻ സെറ്റിംഗ് സ്ക്രീൻ, ഓട്ടോ ട്യൂണിംഗ് സ്ക്രീൻ എന്നിവയുടെ സ്ക്രീൻ ട്രാൻസിഷൻ ചെയ്യുമ്പോൾ, അതിന് കൺട്രോൾ ബോർഡിൽ നിന്ന് ശരിയായ മൂല്യം ലഭിക്കില്ല. ടച്ച് പാനൽ ഓപ്പറേറ്റിംഗ് അല്ലെങ്കിൽ റീസെറ്റ് സിഗ്നൽ ഇൻപുട്ടിംഗ് ഇത് യാന്ത്രിക പ്രവർത്തനവും ഹീറ്റർ ഔട്ട്പുട്ടിന്റെ നിയന്ത്രണവും തുടരുന്നു. |
- മെമ്മറി പിശക് സംഭവിക്കുമ്പോൾ ബാഹ്യ ആശയവിനിമയം വഴി ക്രമീകരണ മൂല്യം വായിക്കുമ്പോൾ മൂല്യം നിശ്ചയിച്ചിട്ടില്ല.
- OMEGA നിർദ്ദേശ മാനുവൽ-1 “10.1.1 ഓട്ടോമാറ്റിക് ഓപ്പറേഷൻ സ്റ്റോപ്പിംഗ്” നിലയിലാണ് പ്രവർത്തനം നിർത്തുന്നത്.:
ASCII കോഡ് ലിസ്റ്റ്
| അപ്പർ
താഴ്ന്നത് |
00 മണിക്കൂർ | 10 മണിക്കൂർ | 20 മണിക്കൂർ | 30 മണിക്കൂർ | 40 മണിക്കൂർ | 50 മണിക്കൂർ | 60 മണിക്കൂർ | 70 മണിക്കൂർ |
| 00 മണിക്കൂർ | NUL | DLE | സ്ഥലം | 0 | @ | P | ` | p |
| 01 മണിക്കൂർ | SOH | DC1 | ! | 1 | A | Q | a | q |
| 02 മണിക്കൂർ | എസ്.ടി.എക്സ് | DC2 | " | 2 | B | R | b | r |
| 03 മണിക്കൂർ | ETX | DC3 | # | 3 | C | S | c | s |
| 04 മണിക്കൂർ | EOT | DC4 | $ | 4 | D | T | d | t |
| 05 മണിക്കൂർ | ENQ | എൻ.എ.കെ | % | 5 | E | U | e | u |
| 06 മണിക്കൂർ | എ.സി.കെ | SYN | & | 6 | F | V | f | v |
| 07 മണിക്കൂർ | BEL | ഇ.ടി.ബി | ' | 7 | G | W | g | w |
| 08 മണിക്കൂർ | BS | CAN | ( | 8 | H | X | h | x |
| 09 മണിക്കൂർ | HT | EM | ) | 9 | I | Y | i | y |
| 0അഹ് | LF | SUB | * | : | J | Z | j | z |
| 0Bh | VT | ഇഎസ്സി | + | ; | K | [ | k | { |
| 0 സി.എച്ച് | FF | FS | , | < | L | ¥ | l | | |
| 0 ദി | CR | GS | – | = | M | ] | m | } |
| 0Eh | SO | RS | . | > | N | ^ | n | ~ |
| 0Fh | SI | US | / | ? | O | _ | o | DEL |
* ASCII കോഡ് ലിസ്റ്റ് എങ്ങനെ കാണാം
(ASCII കോഡ്) = (മുകളിൽ) + (താഴ്ന്ന) ഉദാ) "A" എപ്പോൾ: (41h) = (40h) + (01h) "m" എപ്പോൾ: (6Dh) = (60h) + (0Dh)
മെയിൻ്റനൻസ്
പ്രതിദിന പരിശോധനാ ആവശ്യകതകൾ ഇനിപ്പറയുന്നവയാണ്:
ശ്രദ്ധിക്കുക: പരിശോധന നടത്തുമ്പോൾ, വൈദ്യുതി ഓഫാക്കി ഇരുമ്പ് അറ്റം തണുപ്പിക്കുക.
- സോൾഡർ വയറിന്റെ നിലനിൽപ്പ്: സോൾഡർ വയർ പര്യാപ്തമല്ലെങ്കിൽ, ദയവായി പുതിയതിലേക്ക് മാറ്റുക.
- ഇരുമ്പ് അറ്റം ധരിക്കുക
സോളിഡിംഗ് ഫലം അസ്ഥിരമാകുകയാണെങ്കിൽ, ദയവായി അത് പുതിയതിലേക്ക് മാറ്റുക. ഇരുമ്പ് ടിപ്പിന്റെ ആയുസ്സ് ചൂടാക്കൽ സമയം, സോൾഡർ ഫീഡിംഗ് പോയിന്റ്, വേഗത എന്നിവയെ ആശ്രയിച്ചിരിക്കുന്നു.
ഹീറ്ററിന്റെ പൊട്ടൽ - ഹീറ്റർ തകരാനുള്ള കാരണങ്ങൾ lamp താപനില പിശക് ഓണാണെന്നും താപനില കൺട്രോളർ സാധാരണമാണെന്നും സൂചിപ്പിക്കുന്നതിന് ഇനിപ്പറയുന്നവയുണ്ട്:
(1) ഹീറ്ററിന്റെ പൊട്ടൽ. ഇരുമ്പ് കാട്രിഡ്ജ് മാറ്റുക
(2) റിലേ ചരടിന്റെ പൊട്ടൽ. ഇരുമ്പ് ചരട് മാറ്റുക.
(3) ഇരുമ്പ് അറ്റം ധരിക്കുന്നു. ഇരുമ്പ് കാട്രിഡ്ജ് മാറ്റുക - വായു മർദ്ദം
വായു മർദ്ദം മതിയായതാണെങ്കിൽ ഉറപ്പാക്കുക. (0.4-0.6MPa) 5) ട്യൂബ് സെറ്റിന്റെ ക്ലോഗ് ട്യൂബ് സെറ്റിന്റെ മുകളിൽ (എക്സിറ്റ് സൈഡ്) ഒരു ഫ്ളക്സ് അല്ലെങ്കിൽ സോൾഡർ വയർ കൊണ്ട് അടഞ്ഞാൽ, ദയവായി അത് നീക്കം ചെയ്ത് ആൽക്കഹോൾ ഉപയോഗിച്ച് വൃത്തിയാക്കുക. - മുകളിലേക്കും താഴേക്കും ചലനം ഇരുമ്പ് യൂണിറ്റിന്റെ ഇരുമ്പ് യൂണിറ്റിന്റെ മുകളിലേക്ക്/താഴ്ന്ന ചലനം സുഗമമാണോയെന്ന് ഉറപ്പാക്കുക. കൂടാതെ, ചലിക്കുന്ന ഭാഗങ്ങളിൽ ഫ്ളക്സ് ഒട്ടിച്ചിട്ടില്ലെന്ന് ഉറപ്പാക്കുക.
- സോൾഡർ വയർ ഫീഡിംഗിനായി കട്ടിംഗ് ബ്ലേഡും പിഞ്ച് റോളറും മുകളിലെ ഭാഗങ്ങളിൽ ഫ്ലക്സോ സോൾഡറോ പറ്റിനിൽക്കുന്നില്ലെന്ന് ഉറപ്പാക്കുക. അങ്ങനെയാണെങ്കിൽ, മൃദുവായ (പിച്ചള) വയർ ബ്രഷും മദ്യവും ഉപയോഗിച്ച് വൃത്തിയാക്കുക.
- ഓരോ 5,000 പോയിന്റുകൾക്കും ശേഷം സോൾഡർ ടിപ്പ് താപനില ഒരു തെർമോമീറ്റർ ഉപയോഗിച്ച് പരിശോധിക്കുക. അളന്നതും യഥാർത്ഥ താപനിലയും തമ്മിൽ വ്യത്യാസമുണ്ടെങ്കിൽ, സിസ്റ്റം പാരാമീറ്ററിൽ TCL1 ന്റെ കാലിബ്രേഷൻ ചെയ്യുക.
- എല്ലാ മാസവും സോൾഡർ വയർ ട്യൂബിലൂടെ ഒരു സോൾഡർ വയർ ഓടുന്നത് ഉറപ്പാക്കുക. ഇല്ലെങ്കിൽ, അകത്തെ ട്യൂബ് വൃത്തിയാക്കുക അല്ലെങ്കിൽ മാറ്റിസ്ഥാപിക്കുക.
- എല്ലാ വർഷവും കാലിബ്രേഷനായി തെർമോമീറ്റർ ഒരു അംഗീകൃത ഏജന്റിന് അയക്കുക.
ZSB ഫീഡർ ക്രമീകരണവും വിന്യാസവും (ഓപ്ഷൻ)
(പിഞ്ച് റോളറിന്റെ കാര്യത്തിൽ, ഉയരം മാത്രം ക്രമീകരിക്കുക.)
ZSB ഫീഡർ ഇനിപ്പറയുന്ന രീതിയിൽ ക്രമീകരിക്കുക:
ശരിയായി പ്രവർത്തിക്കാൻ ZSB ബ്ലേഡിന്റെ കട്ടിംഗ് ഡെപ്ത് ശരിയായി ക്രമീകരിക്കണം. ഉപയോഗിക്കുന്നതിന് മുമ്പ് ഓരോ തവണയും ഇത് ക്രമീകരിച്ച് വൃത്തിയാക്കുക.
- അഞ്ച് സെറ്റിംഗ് സ്ക്രൂകൾ നഷ്ടപ്പെട്ടതിന് ശേഷം കവർ നീക്കം ചെയ്യുക.

- അലൈൻമെന്റ് കട്ടിംഗ് ബ്ലേഡ് ഷാഫ്റ്റിനായി സെറ്റ് സ്ക്രൂ "1" ഉം ഷാഫ്റ്റിന്റെ സ്ഥാനം ക്രമീകരിക്കുന്നതിന് ക്രമീകരണ നട്ട് "2" ഉം അഴിക്കുക. തുടർന്ന് കട്ടിംഗ് ബ്ലേഡിന്റെയും ലോവർ റോളറിന്റെ വി ഗ്രോവിന്റെയും മധ്യഭാഗവുമായി പൊരുത്തപ്പെടുന്നതിന് ബ്ലേഡ് ഷാഫ്റ്റിന്റെ സ്ഥാനം നീക്കുക.

- സെറ്റ് സ്ക്രൂ "1" ശക്തമാക്കുക.
- കവർ ഇല്ലാതെ തുടരുന്നതിനാൽ റീൽ പിൻ അറ്റാച്ചുചെയ്യുക, തുടർന്ന് സോൾഡർ വയർ സജ്ജമാക്കുക.

- ഫോർവേഡ്/റിവേഴ്സ് ലിവർ താഴേക്ക് തള്ളി സോൾഡർ വയർ ഫീഡ് ചെയ്യുക, തുടർന്ന് കട്ടിംഗ് ബ്ലേഡ് സോൾഡർ വയറിന്റെ മധ്യഭാഗത്ത് ദ്വാരങ്ങൾ ഉണ്ടാക്കുന്നുവെന്ന് ഉറപ്പാക്കുക. ദ്വാരങ്ങൾ മധ്യഭാഗത്ത് ഇല്ലെങ്കിൽ, കട്ടിംഗ് ബ്ലേഡ് ഷാഫ്റ്റിന്റെ സ്ഥാനം ക്രമീകരിക്കുക, തുടർന്ന് സോൾഡർ വയർ ഫീഡ് ചെയ്ത് പരിശോധിക്കുക.

- ദ്വാരങ്ങളുള്ള സോൾഡർ വയർ ലംബമായി മുറിച്ച് ക്രോസ് സെക്ഷൻ പരിശോധിക്കുക. കട്ടിംഗ് ബ്ലേഡ് ഫ്ലക്സ് കോറിലേക്ക് തുളച്ചുകയറുന്നുവെന്ന് ഉറപ്പാക്കുക.
കട്ടിംഗ് ഡെപ്ത് മതിയോ ആഴത്തിലോ ഇല്ലെങ്കിൽ, "4" നട്ട് അഴിക്കുക, തുടർന്ന് കട്ടിംഗ് ഡെപ്ത് ഫ്ലക്സ് കോറിലേക്ക് തുളച്ചുകയറുന്നതിന് ക്രമീകരിക്കുന്ന സ്ക്രൂ "3" ക്രമീകരിക്കുക.
അതിനുശേഷം വീണ്ടും സോൾഡർ ഫീഡ് ചെയ്യുക, വയർ മുറിച്ച് വീണ്ടും ക്രോസ് സെക്ഷൻ പരിശോധിക്കുക.
- കട്ടിംഗ് ബ്ലേഡിന്റെ വിന്യാസവും ആഴവും ക്രമീകരിക്കുകയും ഇരുമ്പ് ടിപ്പിന്റെ താപനില വർദ്ധിപ്പിക്കുകയും ചെയ്യുക. പിന്നെ, ദ്വാരങ്ങൾ ഉപയോഗിച്ച് സോൾഡർ വയർ ഉരുകുക. ദ്വാരങ്ങളിൽ നിന്ന് ഫ്ലക്സ് പുറത്തേക്ക് വരുന്നുണ്ടെന്ന് ഉറപ്പാക്കുക.

- കവർ തിരികെ വയ്ക്കുക, അഞ്ച് സെറ്റ് സ്ക്രൂകൾ ശക്തമാക്കുക.
ഇരുമ്പ് ടിപ്പ് കൈകാര്യം ചെയ്യൽ
ആമുഖം
അലോയ് റിയാക്ഷൻ വഴി ഒരു ലോഹത്തെ മറ്റൊരു ലോഹവുമായി ബന്ധിപ്പിക്കുന്ന ഒരു സാങ്കേതികതയാണ് സോൾഡറിംഗ്.
സോൾഡർ മെറ്റീരിയൽ ഉരുകുന്നു, എന്നാൽ മദർ മെറ്റീരിയൽ (വർക്ക്-പീസിലെ ലോഹ കഷണങ്ങൾ) സോൾഡറിംഗ് വഴി ഒരിക്കലും ഉരുകില്ല.
അലോയ് പ്രതികരണത്തിന് മൂന്ന് പ്രധാന ഘടകങ്ങളുണ്ട് (സോളിഡിംഗിന്റെ മൂന്ന് വലിയ ഘടകങ്ങൾ):
മെറ്റൽ ഉപരിതലം വൃത്തിയാക്കുന്നു
സോൾഡർ ഉരുക്കി ലോഹ പ്രതലവുമായി ബന്ധിപ്പിച്ച് അലോയ് പാളിയുടെ രൂപീകരണം, സോളിഡിംഗ് വഴി അലോയ് പാളി രൂപപ്പെടുത്തുന്നതിന് അനുയോജ്യമായ താപനിലയിൽ നിലനിർത്തേണ്ട താപ സ്രോതസ്സ്.
സോൾഡർ ഇരുമ്പ് ടിപ്പ് അലോയ് പാളിയുടെയും താപ സ്രോതസ്സിന്റെയും രൂപീകരണവുമായി ബന്ധപ്പെട്ടിരിക്കുന്നു. അതിനാൽ, സുസ്ഥിരമായ സോളിഡിംഗ് നിർമ്മിക്കുന്നതിന് സോൾഡർ ടിപ്പിന്റെ നല്ല പരിചരണത്തിന് ഇത് വളരെ പ്രധാനമാണ്.
അപ്പോളോ സോൾഡറിംഗ് ടിപ്പ് (DS, DN, SB, SG, DX മോഡൽ) ഉയർന്ന പ്രകടനവും ദീർഘായുസ്സും തിരിച്ചറിഞ്ഞു, ഓക്സിജൻ രഹിത ചെമ്പ് പ്രത്യേക ഇരുമ്പ് പ്ലേറ്റിംഗും ചികിത്സയ്ക്ക് ശേഷം ശ്രദ്ധാലുവും ഉപയോഗിച്ച് ഒരു മദർ മെറ്റീരിയലായി ഉപയോഗിച്ചു.
സാധാരണയായി, ടിപ്പിന്റെ ആയുസ്സ് ഏകദേശം 20,000 പോയിന്റാണ്. എന്നിരുന്നാലും, ഇത് 380 സിയിൽ കൂടുതലാണെങ്കിൽ അല്ലെങ്കിൽ
മോശം സോൾഡർ ഫീഡിംഗ് പൊസിഷനുള്ള സോൾഡറാണെങ്കിൽ, "ഇരുമ്പ് പ്ലേറ്റ് കോറോഷൻ" മൂലമുണ്ടാകുന്ന ആയുസ്സ് ഏകദേശം 5,000 പോയിന്റായി ചുരുങ്ങും. അതിനാൽ, ദയവായി ഇത് അനുയോജ്യമായ അവസ്ഥയിൽ ഉപയോഗിക്കുക.
- ഒരു ഇരുമ്പ് ടിപ്പ് ഘടിപ്പിക്കുക, തുടർന്ന് ഇരുമ്പ് ടിപ്പിലെ വിനൈൽ റെസിൻ കോട്ടിംഗ് പൊട്ടുകയും താപനില ഉയരുമ്പോൾ തൊലി കളയുകയും ചെയ്യും. ഫ്ലക്സ് ഉൾപ്പെടെയുള്ള സോൾഡർ ഉപയോഗിച്ച് പ്രീ-സോൾഡറിംഗ് നടത്തിയ ശേഷം ദയവായി ഇത് ഉപയോഗിക്കുക.
- ഇരുമ്പ് ടിപ്പിൽ പ്രീ-സോൾഡറിന് ശേഷം ഇരുമ്പ് സ്റ്റാൻഡിൽ ഇരുമ്പ് ടിപ്പ് സ്ഥാപിക്കണം. വൃത്തിയാക്കിയ ശേഷം അറ്റം സോൾഡറില്ലാതെ സ്റ്റാൻഡിൽ വച്ചാൽ, ടിപ്പ് ഓക്സിഡൈസ് ചെയ്യുകയും സോൾഡർ ഉപയോഗിച്ച് നനയാതിരിക്കുകയും ചെയ്യും.

- ഇരുമ്പ് അഗ്രത്തിന് മുകളിൽ ഫ്ളക്സോ കുറച്ച് ഓക്സൈഡിന്റെ അവശിഷ്ടങ്ങളോ അവശേഷിക്കുന്നുണ്ടെങ്കിൽ, കട്ടർ പോലെയുള്ള ഒരു കട്ടിംഗ് എഡ്ജിന്റെ പിൻഭാഗം ഉപയോഗിച്ച് ലഘുവായി നീക്കം ചെയ്യുക. ചെയ്യരുത് file ഇരുമ്പ് അറ്റം കാരണം ഇരുമ്പ് പ്ലേറ്റിംഗ് തൊലി കളഞ്ഞേക്കാം, തുടർന്ന് ഇരുമ്പ് അറ്റം സോൾഡർ ഉപയോഗിച്ച് നനയാൻ കഴിയില്ല.
ഒരു നുറുങ്ങ് സോൾഡർ ഉപയോഗിച്ച് നനഞ്ഞില്ലെങ്കിൽ....
ടിപ്പിലെ പ്രീ-സോൾഡർ പൂർണ്ണമായും നീക്കം ചെയ്യുക.
ഒരു പിച്ചള വയർ ബ്രഷ് ഉപയോഗിച്ച് ഇരുമ്പ് അറ്റം ചെറുതായി ബ്രഷ് ചെയ്യുക.
അറ്റത്ത് ഫ്ളക്സ് ഉൾപ്പെടെ ഒരു പുതിയ സോൾഡർ ഉരുക്കുക അല്ലെങ്കിൽ ഇരുമ്പ് ടിപ്പ് ഒരു സോളിഡിംഗ് പാത്രത്തിൽ മുക്കുക. നനഞ്ഞ സ്പോഞ്ച് ഉപയോഗിച്ച് ആവശ്യമില്ലാത്ത സോൾഡർ നീക്കം ചെയ്യുക. ഉടൻ പ്രീ-സോൾഡർ ഉണ്ടാക്കുക
മേൽപ്പറഞ്ഞ പ്രക്രിയയിലൂടെ അറ്റം സോൾഡർ ഉപയോഗിച്ച് നനയ്ക്കും.
- ഓരോ നിശ്ചിത സമയത്തും ഇരുമ്പിന്റെ അറ്റം കണ്ണുകൊണ്ട് പരിശോധിക്കുക
ഇരുമ്പ് അറ്റത്ത് ഓക്സൈഡ് അവശേഷിക്കുന്നു. എയർ ബ്ലോ ക്ലീനിംഗ് എണ്ണം പഠനം. "സോൾഡർ റൈസ്" സോൾഡർ പൂശിയ പ്രദേശത്തെ കവിയുന്നു. ഫ്ളക്സിൽ ക്ലോറൈഡ് മൂലകത്തിന്റെ തുരുമ്പെടുക്കൽ വഴിയാണ് ഒരു തകരാർ സംഭവിക്കുന്നത്. ഇരുമ്പ് അറ്റം മാറ്റിസ്ഥാപിക്കുക.
മോശം സോൾഡർ ഫ്ലോ ഇരുമ്പ് ടിപ്പിലെ പ്രീ-സോളിഡിംഗ് പൂർണ്ണമായും നീക്കം ചെയ്യുക. ഊഷ്മാവിൽ തണുപ്പിച്ച് ഒരു മണൽ പേപ്പർ ഉപയോഗിച്ച് ഓക്സിഡേഷൻ നീക്കം ചെയ്യുക. എന്നിട്ട് അത് വീണ്ടും ഓണാക്കി താപനില ഉയരുന്ന സമയത്ത് ഇരുമ്പ് ടിപ്പ് ഉപരിതലത്തിലേക്ക് പ്രീ-സോളിഡിംഗ് നടത്തുക. ഇരുമ്പ് ടിപ്പിന്റെ രൂപാന്തരം ഫ്ളക്സ് ആൻഡ് വെയർ പ്രതിഭാസത്തിലെ ക്ലോറൈഡ് മൂലകത്തിന്റെ നാശത്താൽ ഇരുമ്പിന്റെ അഗ്രം മാറ്റേണ്ടതുണ്ട്. - സോളിഡിംഗ് വൈകല്യം പരിശോധിക്കുക
| ഫ്ലക്സ് മെംബ്രൺ വഴിയുള്ള വൈദ്യുത കണക്ഷന്റെ അപൂർണ്ണത. | ഉപരിതലം വൃത്തിയാക്കുക, ഇരുമ്പ് ടിപ്പ് താപനില ഉയർന്നതും കൂടുതൽ നേരം ചൂടാക്കുകയും ചെയ്യുക. |
| പരുക്കൻ സോളിഡിംഗ് ഉപരിതലം | ചൂടാക്കൽ താപനില ഉയർന്നതോ കുറവോ ആണെങ്കിൽ ഈ വൈകല്യം സംഭവിക്കുന്നു. ശരിയായ താപനിലയിൽ ഇത് ക്രമീകരിക്കുക. |
| സോൾഡർ ഉരുകാത്തതിനാൽ സോൾഡറിംഗ് നീക്കം ചെയ്യുകയും പുറത്തുവരുകയും ചെയ്യുന്നു. | ഷോർtagതാപത്തിന്റെ ഇ |
| സോൾഡർ ഫ്ലോ | ചൂടാക്കൽ താപനില ഉയർന്നതാണെങ്കിൽ, ചൂടാക്കൽ സമയം ദൈർഘ്യമേറിയതാണെങ്കിൽ അല്ലെങ്കിൽ സോൾഡർ ഫീഡ് തുകയിൽ കൂടുതൽ വിതരണം ചെയ്താൽ അത് ഒരു തകരാർ സംഭവിക്കാം. |
മുകളിൽ സൂചിപ്പിച്ചവ ഒഴികെ നിരവധി സോൾഡർ വൈകല്യങ്ങളുണ്ട്: “സോൾഡർ ഷോർtagഇ", "ഐസിക്കിൾ", "സോൾഡർ എക്സസ്", "ബേണിംഗ് ഫിലിം" തുടങ്ങിയവ.
സോൾഡർ സ്റ്റേറ്റുകൾ പരിശോധിച്ച് അനുയോജ്യമായ അവസ്ഥ തിരഞ്ഞെടുക്കുക.
ഇരുമ്പ് ടിപ്പ് എങ്ങനെ മാറ്റാം
DX- തരം, X-*** 
- യൂണിറ്റ് "പവർ ഓഫ്" ചെയ്യുന്നത് ഉറപ്പാക്കുക, ഇരുമ്പ് കാട്രിഡ്ജ് (DX-HET, X-tip) തണുപ്പിക്കാൻ അനുവദിക്കുക. DCX-HET, X-tip എന്നിവ താഴേക്ക് വലിക്കുക..
- DX-HET-ൽ നിന്ന് X-ടിപ്പ് പുറത്തെടുക്കുക.

- DX-HET ന്റെ മുകളിൽ കുടുങ്ങിയ കത്തുന്ന ഇൻഹിബിറ്റർ പദാർത്ഥം തുടച്ചുമാറ്റുക. ഉണങ്ങിയ തുണി ഉപയോഗിച്ച് ഇത് എളുപ്പത്തിൽ തുടച്ചുമാറ്റാം.

- DX-HET-ലേക്ക് ഒരു പുതിയ X-ടിപ്പ് ചേർക്കുക.
ബേണിംഗ് ഇൻഹിബിറ്റർ പദാർത്ഥം പ്രയോഗിച്ചിട്ടുണ്ടെന്ന് ഉറപ്പുവരുത്തുകയും ഒരു പുതിയ എക്സ്-ടിപ്പ് ചേർക്കുകയും ചെയ്യുക.
- ഇടതുവശത്ത് കാണിച്ചിരിക്കുന്നതുപോലെ, DX-HET ന്റെ മുകളിൽ കത്തുന്ന ഇൻഹിബിറ്റർ പദാർത്ഥം കൊണ്ട് മൂടിയിട്ടില്ല. DX-HET-ൽ ബേണിംഗ് ഇൻഹിബിറ്റർ പദാർത്ഥം പ്രയോഗിക്കുന്നതിന്, X-ടിപ്പ് വീണ്ടും തിരുകുക, താഴേക്ക് വലിക്കുക, ഇടത്തോട്ടും വലത്തോട്ടും പലതവണ തിരിക്കുക.

- ഇടതുവശത്ത് കാണിച്ചിരിക്കുന്നതുപോലെ, DX-HET ന്റെ മുഴുവൻ മുകൾഭാഗത്തും കത്തുന്ന ഇൻഹിബിറ്റർ പദാർത്ഥം പ്രയോഗിച്ചിട്ടുണ്ടെന്ന് ഉറപ്പാക്കുക. തുടർന്ന് കീ ഗ്രോവ് ശരിയായ സ്ഥാനത്തേക്ക് ക്രമീകരിക്കുമ്പോൾ X-ടിപ്പ് ദൃഢമായി തിരുകുക.
![]() മാറ്റിസ്ഥാപിക്കുന്നതിന് മുമ്പ് യൂണിറ്റിന്റെ പവർ ഓഫാക്കി DCX-HET, X-tip എന്നിവ തണുക്കാൻ അനുവദിക്കുക.
മാറ്റിസ്ഥാപിക്കുന്നതിന് മുമ്പ് യൂണിറ്റിന്റെ പവർ ഓഫാക്കി DCX-HET, X-tip എന്നിവ തണുക്കാൻ അനുവദിക്കുക.
DS-***, DN-*** തരം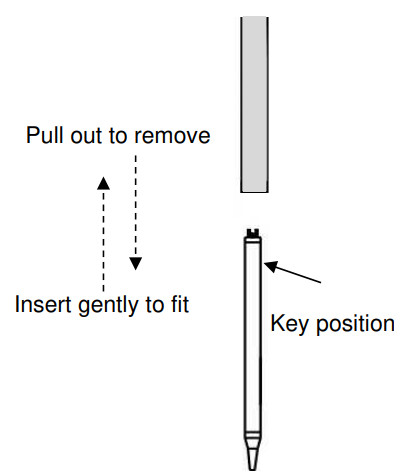
- പവർ ഓഫ് ചെയ്ത് ഇരുമ്പ് കാട്രിഡ്ജ് തണുക്കാൻ അനുവദിക്കുന്നത് ഉറപ്പാക്കുക. നീക്കം ചെയ്യാൻ ഇരുമ്പ് കാട്രിഡ്ജ് താഴേക്ക് വലിക്കുക.
അത് പുറത്തേക്ക് വരുന്നില്ലെങ്കിൽ, "കുറച്ച് ശക്തി" ഉപയോഗിച്ച് താഴേക്ക് വലിക്കാൻ ഒരു സിലിക്കൺ ട്യൂബ് ഉപയോഗിക്കുക. - പുതിയ ഇരുമ്പ് കാട്രിഡ്ജ് ചേർക്കാൻ, അത് കാട്രിഡ്ജ് ട്യൂബിന്റെ അറ്റത്ത് എത്തുന്നത് വരെ മൃദുവായി തിരുകുക. കീ ഡ്രോപ്പ് അനുഭവപ്പെടുന്നതുവരെ അല്ലെങ്കിൽ സ്ഥാനത്തേക്ക് ക്ലിക്കുചെയ്യുക വരെ അത് തിരിക്കുക. നിങ്ങൾക്ക് അത് ക്ലിക്കുചെയ്യുമെന്ന് തോന്നുമ്പോൾ, അത് ദൃഢമായി തിരുകുക.
*താക്കോൽ തെറ്റായ സ്ഥാനത്തായിരിക്കുമ്പോഴോ കീ കേടാകുമ്പോഴോ ഇരുമ്പ് ചേർക്കരുത്.
- ഇരുമ്പ് കാട്രിഡ്ജിന് മുകളിലൂടെ സിലിക്കൺ മോതിരം നേരിട്ട് ഹോൾഡറിന് കീഴിൽ വരുന്നതുവരെ സ്ലിപ്പ് ചെയ്യുക.
![]() ജാഗ്രത
ജാഗ്രത
- പവർ ഓഫ് ചെയ്ത് ഇരുമ്പ് കാട്രിഡ്ജ് തണുക്കാൻ അനുവദിക്കുന്നത് ഉറപ്പാക്കുക.
- ഇരുമ്പ് കാട്രിഡ്ജ് മാറ്റിസ്ഥാപിച്ചതിന് ശേഷം "ഓട്ടോ ട്യൂണിംഗ്" നടത്തുക.
- ഇരുമ്പ് കാട്രിഡ്ജ് മാറ്റിസ്ഥാപിച്ചതിന് ശേഷം താപനില കൺട്രോളറിലെ പ്രദർശിപ്പിച്ച താപനിലയും ടിപ്പ് തെർമോമീറ്റർ അളക്കുന്ന താപനിലയും പൊരുത്തപ്പെടുന്നുണ്ടെന്ന് ഉറപ്പാക്കുക.
- സിലിക്കൺ റിംഗ് ശരിയായി ഘടിപ്പിച്ചിട്ടില്ലെങ്കിൽ, അത് ജ്വലനത്തിന് കാരണമാകും.
ഉപഭോഗ ഭാഗങ്ങളുടെ പട്ടിക
| ചിത്രം | ടൈപ്പ് ചെയ്യുക | വിവരണം | അഭിപ്രായങ്ങൾ |
|
|
ഇരുമ്പ് കാട്രിഡ്ജ് | ||
|
|
തല*.*-***S60 | പോയിന്റ്/സ്ലൈഡിനായി സോൾഡർ ട്യൂബ് സെറ്റ് | |
|
|
റിംഗ് | സിലിക്കൺ റിംഗ് (10 പീസുകളുടെ പികെടി) | |
|
|
125M-601 | ഒമേഗയ്ക്കുള്ള ഫാൻ ഫിൽട്ടർ (5 പീസുകളുടെ പികെടി) |
ഓരോ 500 പ്രവർത്തന മണിക്കൂറിലും ഈ ഫിൽട്ടർ മാറ്റിസ്ഥാപിക്കാൻ ശുപാർശ ചെയ്യുന്നു, എന്നാൽ നിങ്ങളുടെ ഉപയോഗ സാഹചര്യവും ഉപയോഗ പരിതസ്ഥിതിയും അനുസരിച്ച് മാറ്റിസ്ഥാപിക്കാനുള്ള കാലയളവ് ക്രമീകരിക്കുക. |
|
|
ZSB-1001-40T ഉൽപ്പന്ന വിവരണം | Φ0.6~1.6 (40 പല്ലുകൾ) എന്നതിനായുള്ള റൗലറ്റ് ബ്ലേഡ് | |
|
|
ZSB-1001-80T ഉൽപ്പന്ന വിവരണം |
Φ0.4~0.5 (80 പല്ലുകൾ) എന്നതിനായുള്ള റൗലറ്റ് ബ്ലേഡ് |
![]() അപ്പോളോ സീക്കോ ലിമിറ്റഡ്
അപ്പോളോ സീക്കോ ലിമിറ്റഡ്
2271-7 ജിൻബ, ഗോട്ടെൻബാ-ഷി,
ഷിസുവോക്ക, ജപ്പാൻ 〒412-0047
TEL:+81-(0)550-88-2828
FAX: +81-(0)550-88-2830
ഇ-മെയിൽ: sales@apolloseiko.co.jp എന്ന വിലാസത്തിൽ ഇമെയിൽ അയയ്ക്കുക.
URL: https://www.apolloseiko.co.jp
പ്രമാണങ്ങൾ / വിഭവങ്ങൾ
 |
APOLLO DS3 സോൾഡറിംഗ് കൺട്രോളർ [pdf] നിർദ്ദേശ മാനുവൽ DS3 സോൾഡറിംഗ് കൺട്രോളർ, DS3, സോൾഡറിംഗ് കൺട്രോളർ, കൺട്രോളർ |